
U ovome domaći proizvod Andrey Vinnichuk sastavit će stroj.

Ovaj je uređaj namijenjen proizvodnji posebnih elemenata hladnim kovanjem, bez zagrijavanja. A od njih će zauzvrat prikupiti ukrasnu rešetku.
U jednom od članaka bit će predstavljen stroj, uz pomoć kojeg je također moguće proizvesti takvu mrežu.
Ali u procesu rada s njim potrebno je zagrijati radne dijelove, a to povećava troškove i otežava proizvodnju.
Također vam treba više vremena za izradu praznina.
U ovom članku, Andrew će to učiniti adaptacija uz pomoć brusilice i zavarivanja, vrlo jednostavno, bez upotrebe tokarenja i glodanja.
Autor će od radnih opruga napraviti glavne radne površine.
Čelik joj je vrlo jak i nema poteškoća da ga dobijete.
Na kraju članka pogledajmo mogućnosti ovog uređaja u radu.
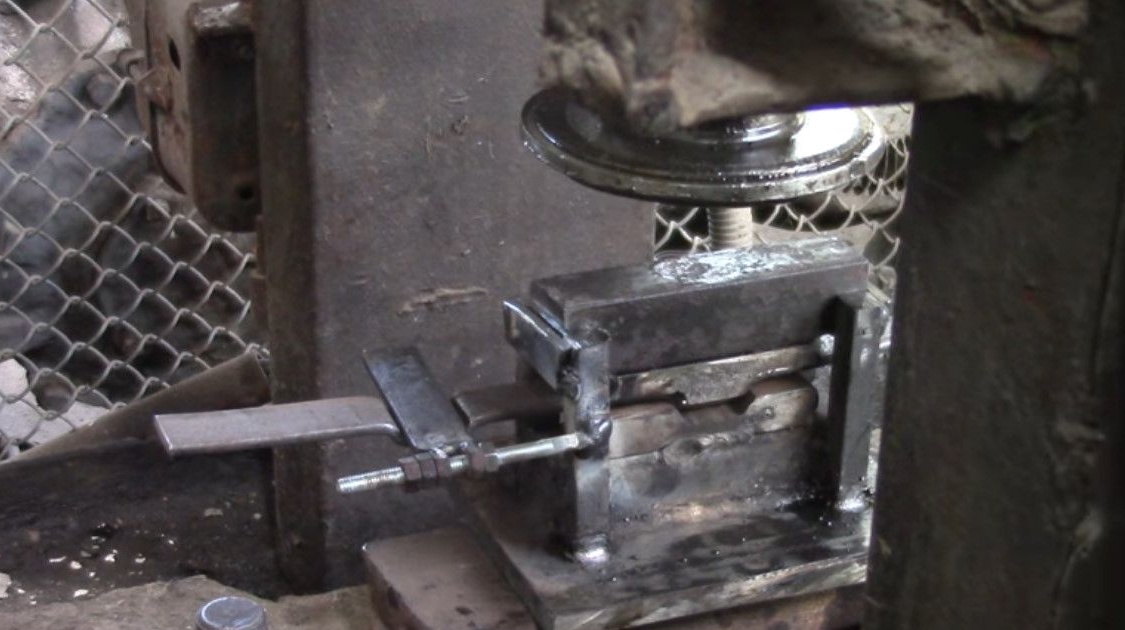
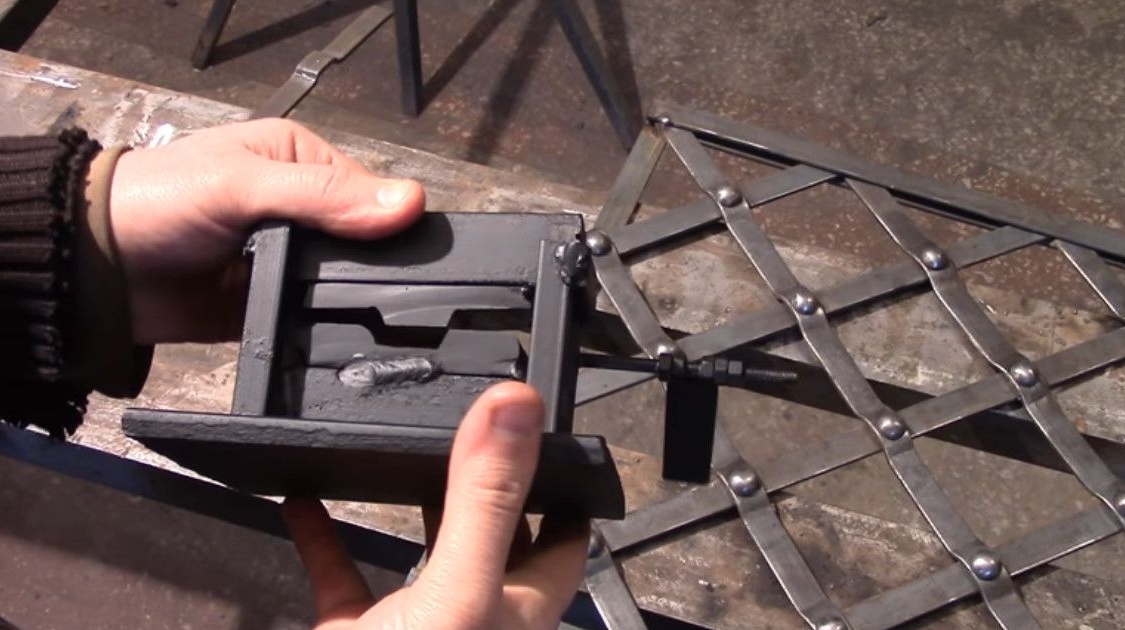
Izvodeći gornji dio, autor koristi četverokutnu traku s presjekom 30X30mm.
U praznine izreže brusilicu za utore.




Na njega je zavaren pripremljeni komad opruge.



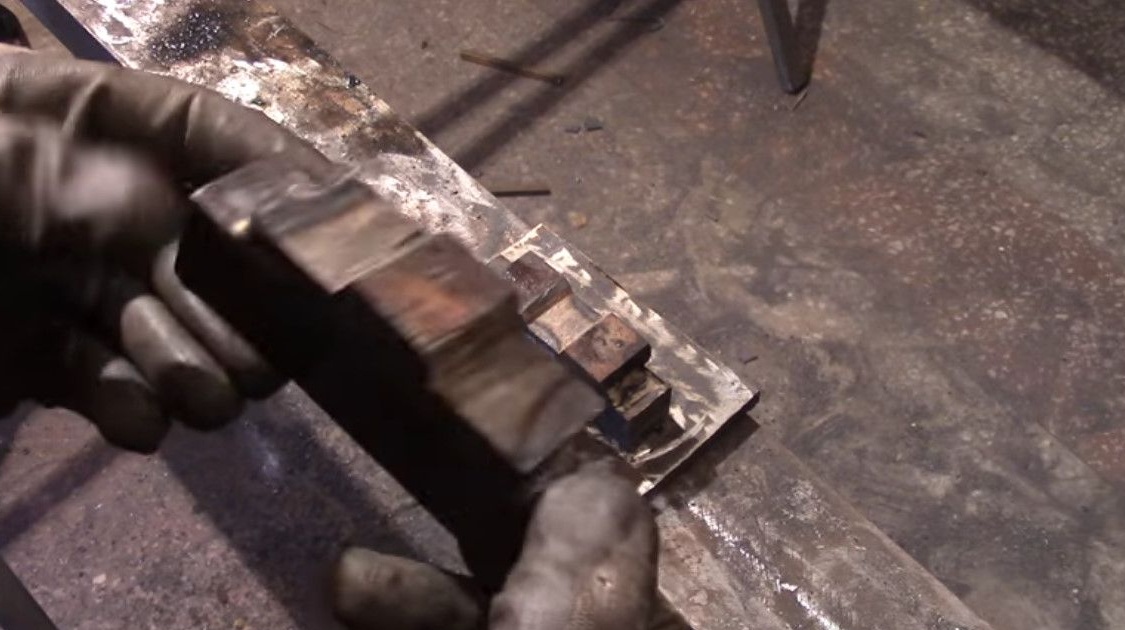

Gornji dio je izveden u obliku izbočenja.

Donji dio je zavaren i na komad kvadratne šipke s presjekom 30X30mm.



Sama šipka je zavarena na ploču debljine 10 mm.
U dijelu proljeća napravio je udubljenje.
Nadalje, izrađuje vodilice pomoću kvadratne šipke s presjekom 12X12 mm.



Autor neće ništa više izmisliti ili izmisliti.
Ispasti će jednostavan i učinkovit stroj.

Autor je napravio dvije takve trake, popravlja ih s jedne i s druge strane.


Konačno se ljušti i uskoro ćemo to provjeriti u praksi.

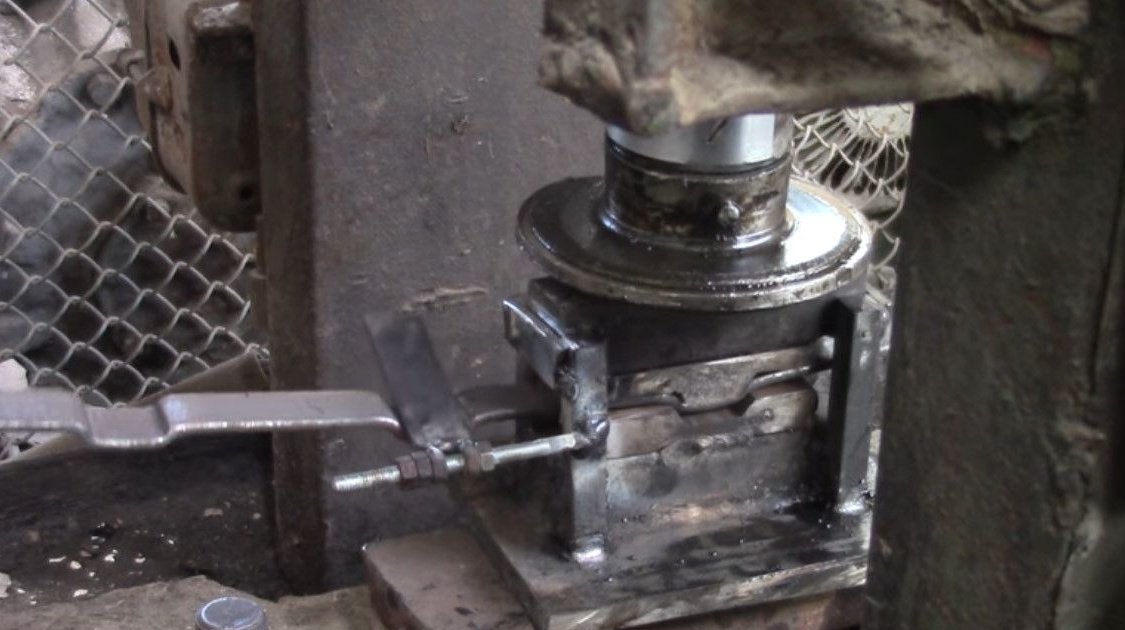
Dalje će napraviti važan uređaj, u obliku zastave.



Potrebno je za praktičnost podešavanja udaljenosti između probušenih žljebova.



Također, omogućit će vam da smanjite ili povećate ovu udaljenost.
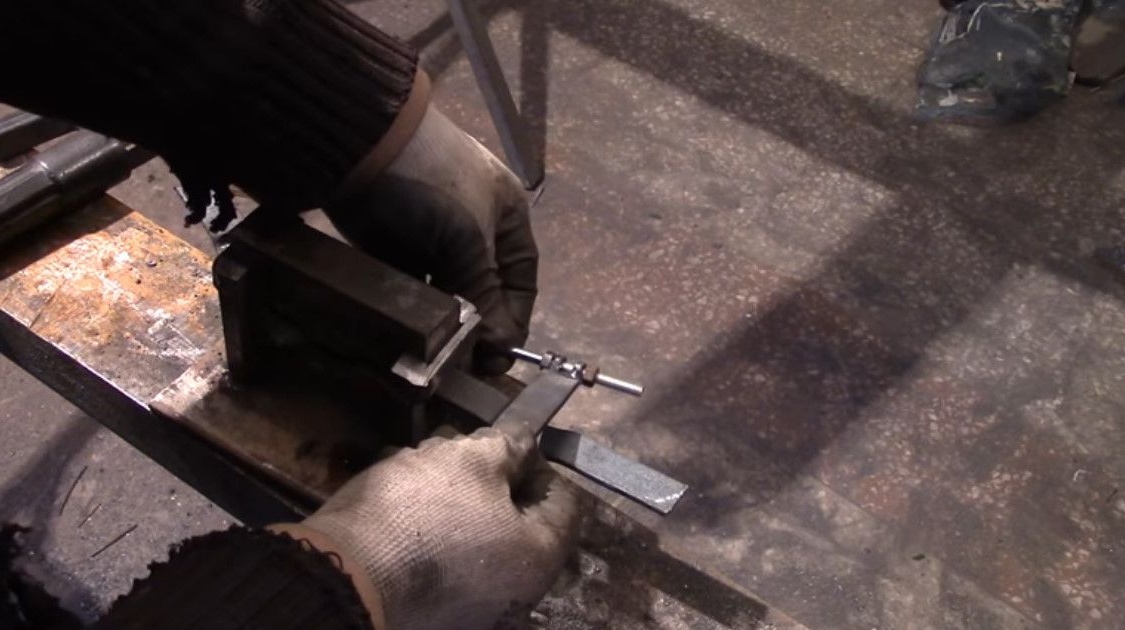
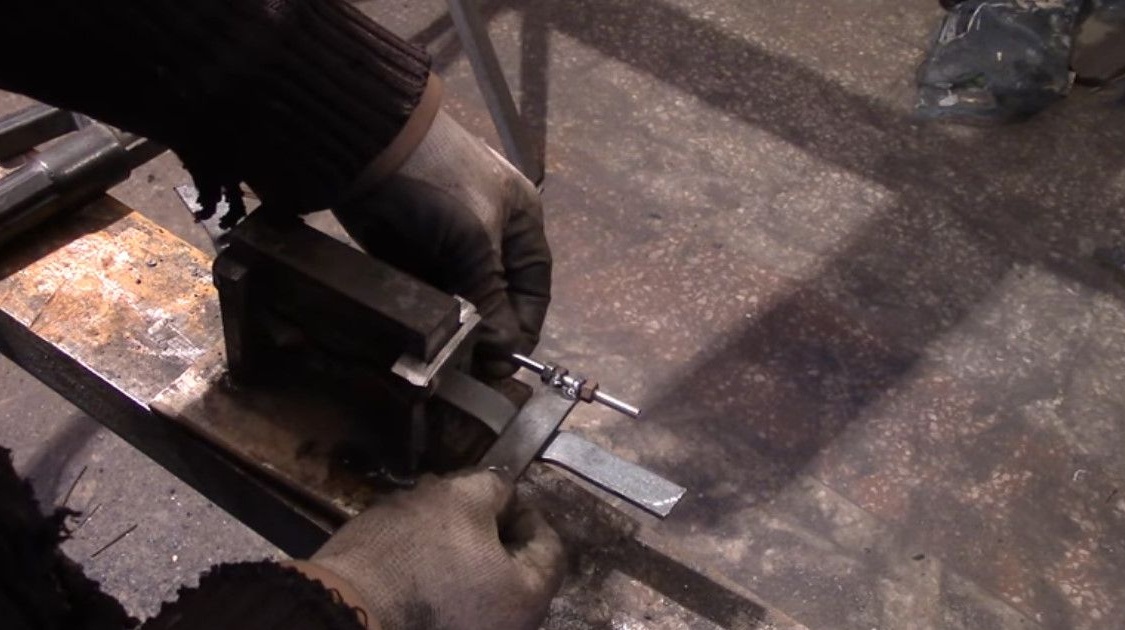

Ovo je jednostavan, ali potreban uređaj napravljen, sada ga trebate popraviti.


Otprilike na ovoj udaljenosti.Ovdje je tako jednostavan mehanizam koji omogućuje podešavanje udaljenosti između valova. Da biste to učinili, zastava se pomiče duž kose ulijevo ili udesno. Zatim je fiksiran maticama.
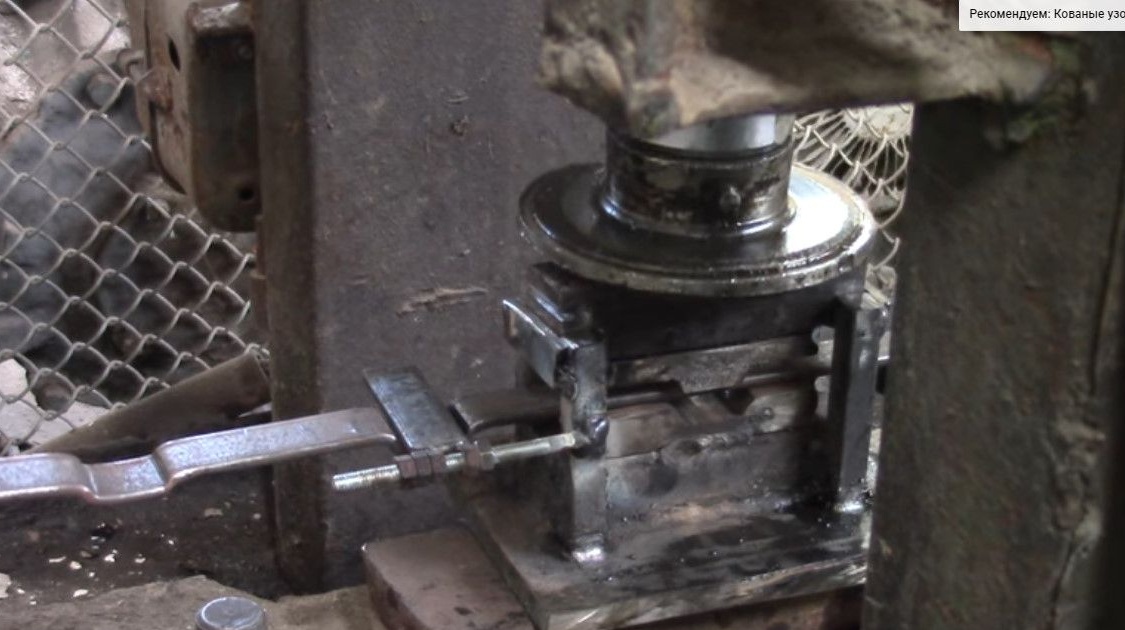
Autor nanosi traku 20x4mm.


Andrei u svom radu često koristi ovaj materijal.
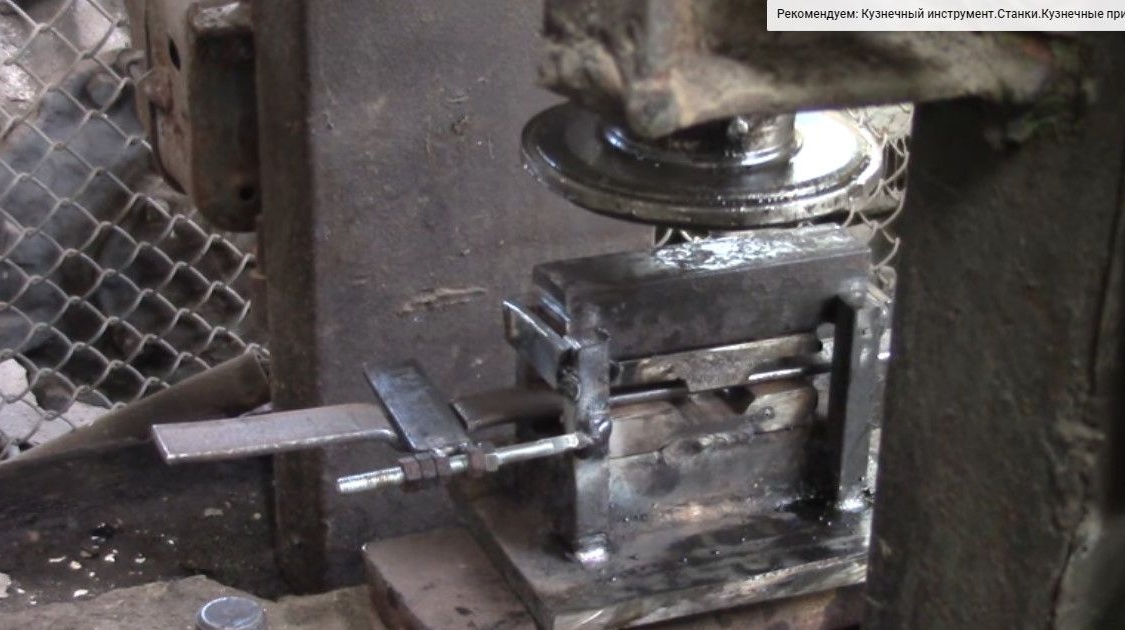
Zapravo postupak savijanja.





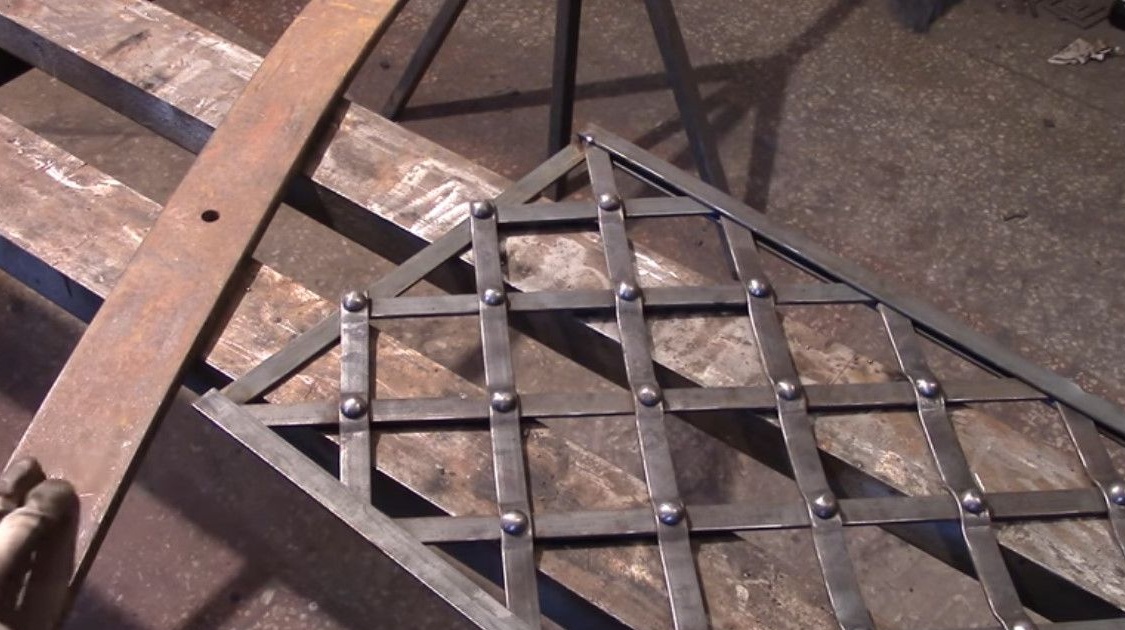
Gotovo uvijek izrađuje ovu rešetku od trake 20x4.



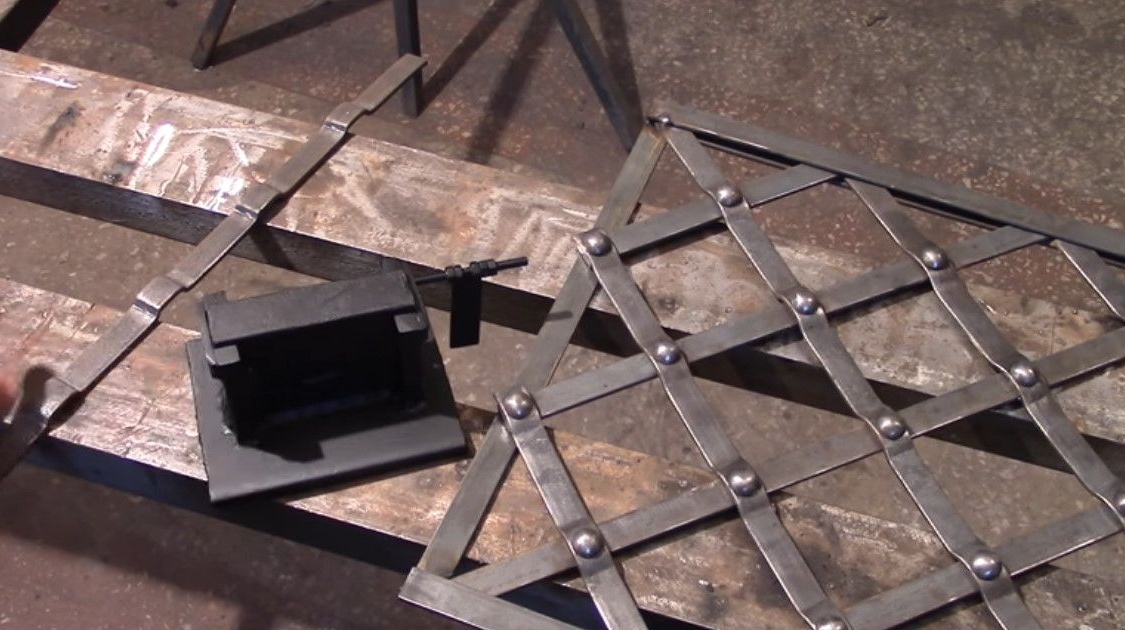
Rezultat nije samo dekorativan i lijep proizvod, već može obavljati i zaštitne funkcije.


Ova metoda je puno lakša od proizvodnje primjenom metode grijanja gredica.
To je ekonomično i brže.
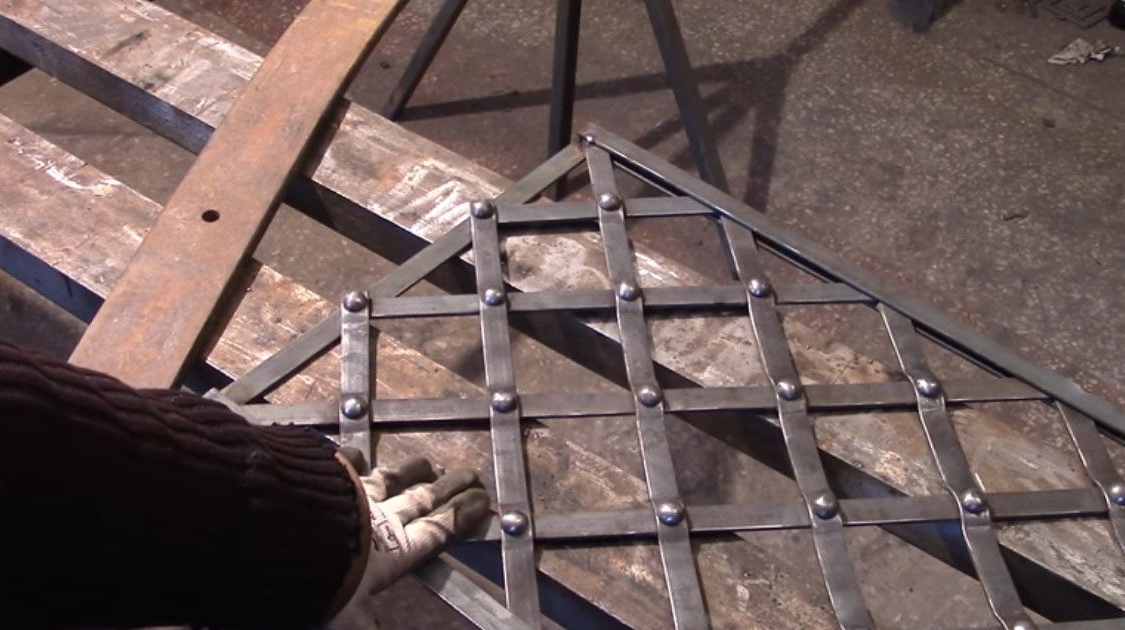
Ovdje je takav ukrasni proizvod, čiji se izgled razlikuje od sličnih rešetki, čiji su elementi izrađeni ručno, vrućim kovanjem.




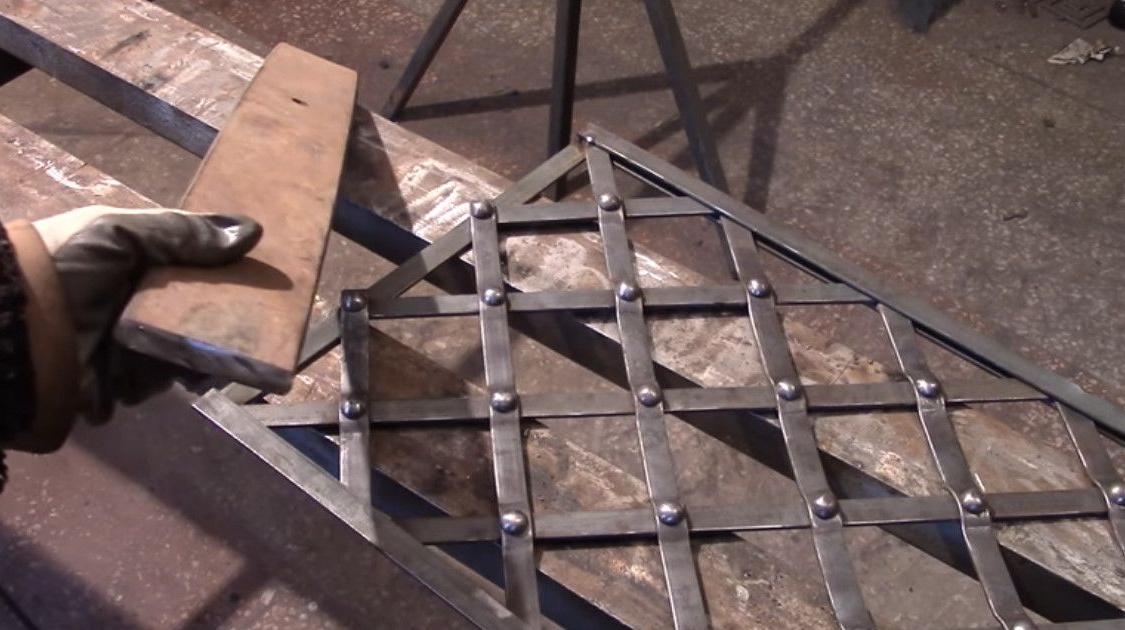
To je brzina izrade i isplativost.
Jasno možete vidjeti kako metal izgleda. Nema nedostataka koji uvijek nastaju kao rezultat zagrijavanja elemenata na uglju u peći. Nema šljake i razmjera. Stoga nije potrebno ukloniti i očistiti proizvod s njih. Doista vrlo učinkovit i profitabilan.
Stanočka se sada može slikati.


Ako nema takve hidraulične preše koju je autor upotrijebio u radu, možete upotrijebiti konvencionalnu hidrauličnu dizalicu ili ručnu prešu.
Hvala Andrey Vinnichuk na obavljenom poslu.
Poveznica na izvorni video - ispod teksta se nalazi gumb "izvor"