



Rezač pjene sjajan je alat za izradu dijelova za zrakoplove. Ovaj stroj omogućuje precizno rezanje bilo kojeg oblika aerodinamičnog profila prema CAD-u.
Stroj ima nikromatsku žicu razvučenu između dva vodiča. Struja se provodi kroz žicu, žica se zagrijava, a vodiči se kreću, izrezujući složene konture, poput konusnih krila. Svaka os pokreće se koračnim motorom kroz vreteno, GT2 remen i remenicu. Sila rezanja treba biti minimalna, a konstrukcija mora biti dovoljno čvrsta da može podnijeti napetost žice navučene između nosača.
Ovo je pravi stroj s 4 osi koji može istodobno rezati različite oblike s obje strane, pa se pojavljuje problem kako istovremeno kontrolirati četiri neovisne osi. Mnogi se vodiči usredotočuju na strojeve s tri osi, poput 3D pisača, ali čini se da nije dovoljno dokumentacije za stvaranje četveroosnog stroja pomoću lako dostupnih dijelova i softvera otvorenog koda. Majstor je pronašao nekoliko ljudi koji su radili slične projekte koristeći Težak i Grbl, i odlučio je napraviti svoj stroj.
Alati i materijali:
- Šperploča (12 mm);
-Metalne šipke;
- Olovni vijak (M8 x 600 mm);
-Motorna spojka M8-M5 (M8 za vodeći vijak i M5 za vratilo motora);
-Arduino Mega 2560;
-RAMPS 1.4;
- Korak motora (po jedan za svaku osovinu);
-A4988 Steper pokretač (jedan za svaki stepper motor);
- 12V napajanje za Arduino + Rampe;
- varijabilno napajanje (Lipo punjači s načinom rada s vrućom žicom);
-Nichrome žica;
Prvi korak: Softver
Teži dio stvaranja četveroosnog CNC-a je pronalaženje softvera za generiranje G koda i kontrolu stroja. Pretraživanje softvera dovelo je do tvorca https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, koji je razvio Marginally clever, koji koristi Arduino Mega 2560 i CNC Ramps 1.4 zaslon.
Neke podatke iskoristili su sljedeći autori: RcKeith i rcgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
FoamXL 7.0.zip
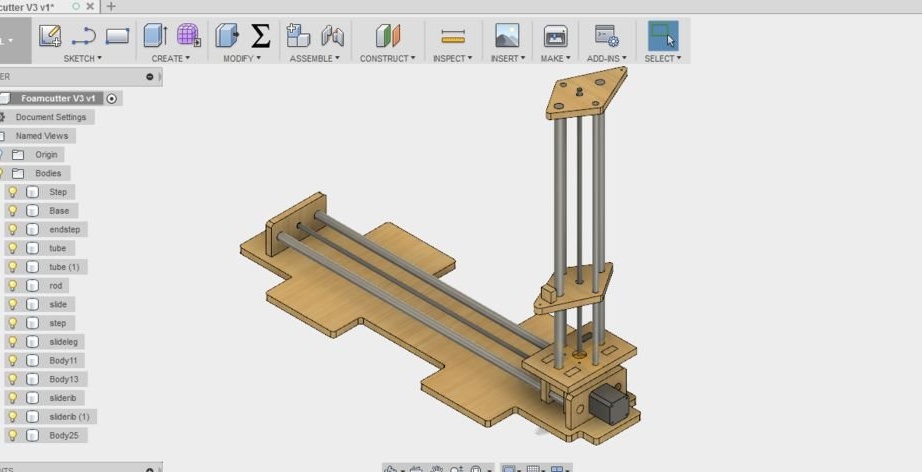
Drugi korak: Sastavljanje stroja
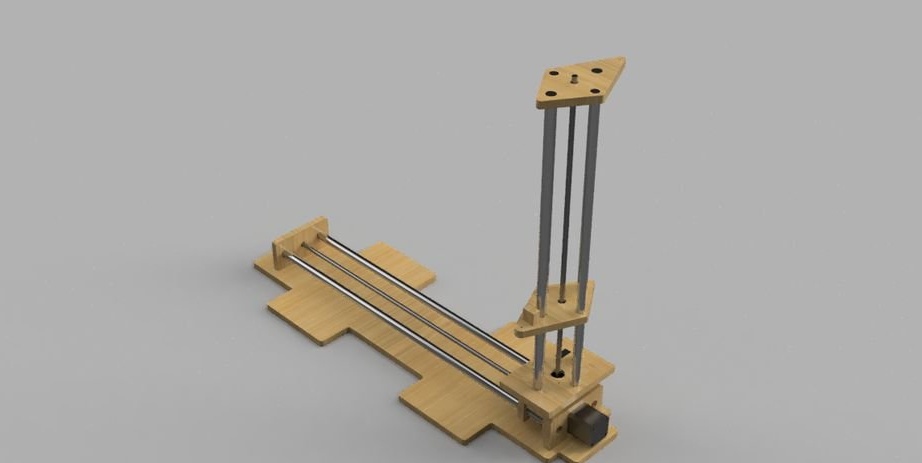
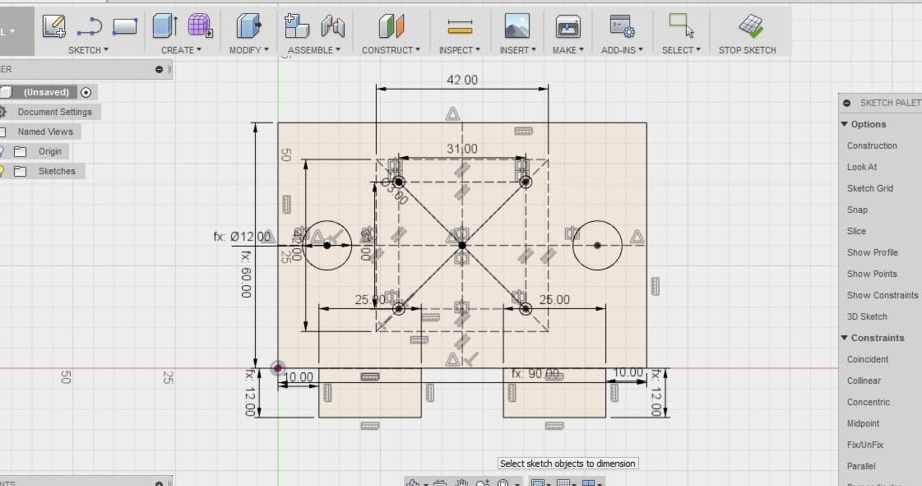
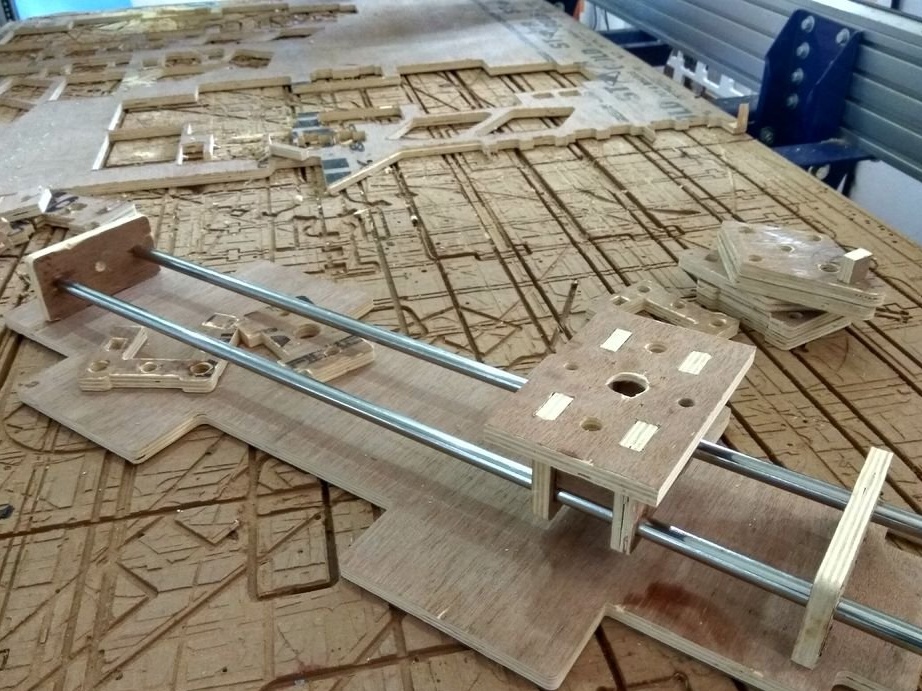
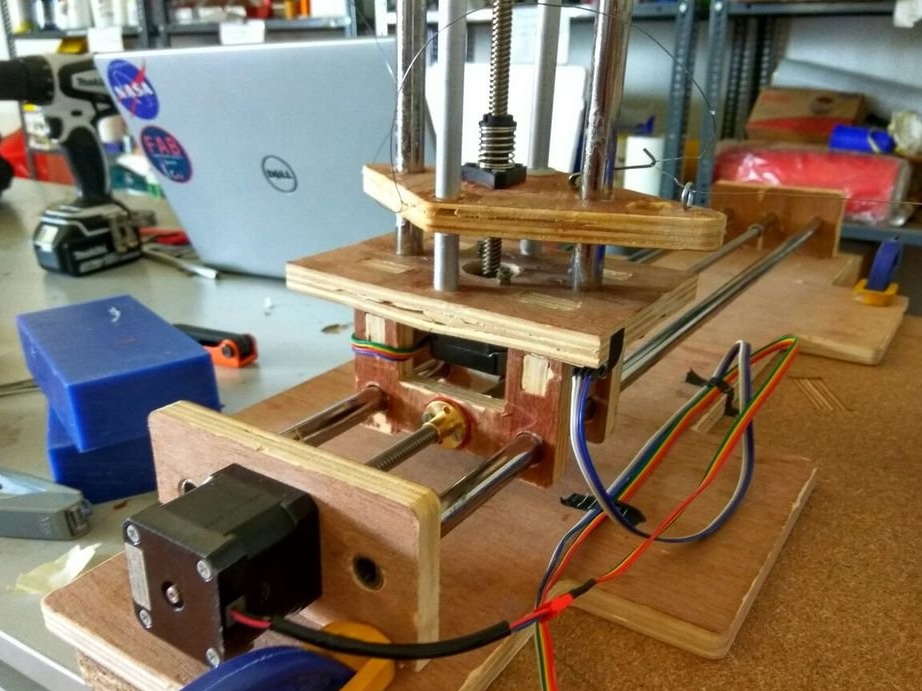
Dizajn je izrađen od 12 mm šperploče, linearni sklop izrađen je od čeličnih cijevi promjera 1/2 inča s kliznim blokovima od šperploče. Dizajn kliznih blokova može se poboljšati ugradnjom linearnog ležaja ili čahure.Budući da majstor koristi olovni vijak, ima dovoljno momenta za prevladavanje trenja bez ležaja. Dvije čelične cijevi podržavaju i drže vodeći blok na istoj osi.
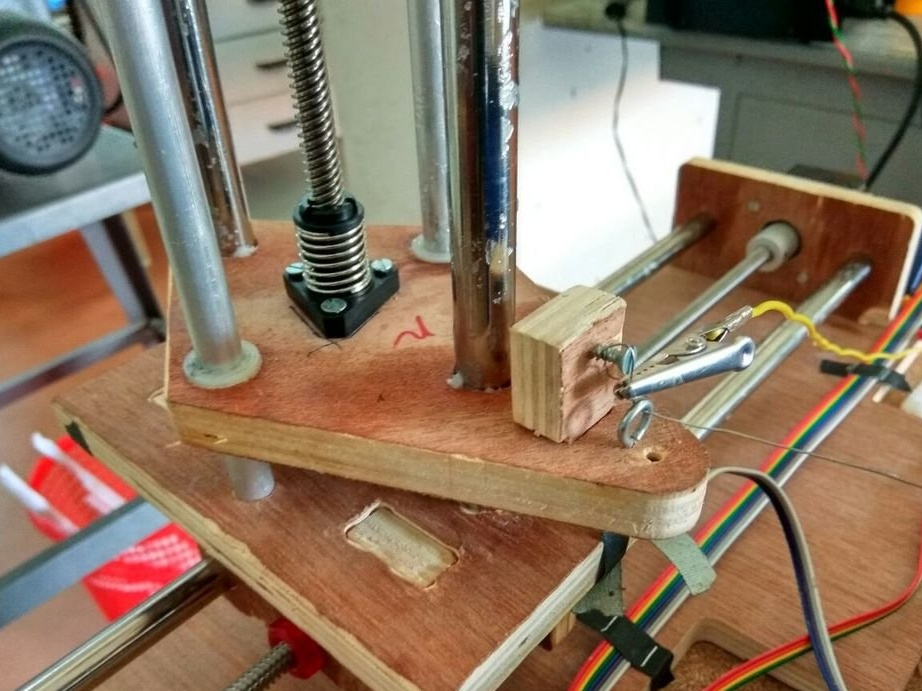
Okomiti stupovi postavljaju se na vrh vodoravnog vodilnog bloka. Ima četiri cijevi.
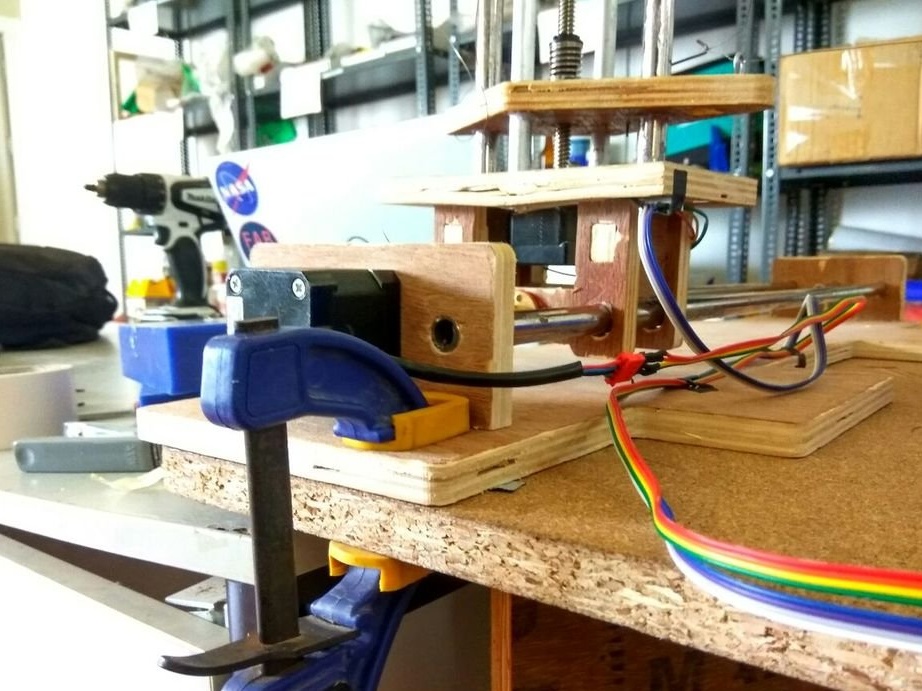
Pogonski vijak pričvršćen je na stepenasti motor pomoću fleksibilne spojnice. To pomaže u bilo kojoj maloj neskladnosti osovine i vijka. U uspravnom položaju ima stepenički motor s ugrađenim olovnim vijkom, koji se može kupiti ili zamijeniti konvencionalnim stepeničnim motorom i kvačilom.
Dvije strojnice su identične. U podnožju postoji mjesto za pričvršćivanje stroja na radnu površinu.


Napomena. Kod korištenja običnih ležajeva, ovisno o materijalu, može doći do pojave koja se naziva "zalijepljenje i proklizavanje". Zbog toga pokret može postati neravnomjeran i izazvati vibracije. To također može dovesti do blokade, što rezultira prevelikim opterećenjima i preskočenim koracima pri korištenju stepper motora.
Foamcutter_base.dxf
Treći korak: povežite elektroniku
Sljedeći korak je spajanje elektronike, pomicanje motora i postavljanje stroja. Postoje 4 koračna motora koja je potrebno spojiti na platformu Ramps. Žice moraju biti položene do kraja kako bi se osiguralo dovoljno pomicanje osovine.
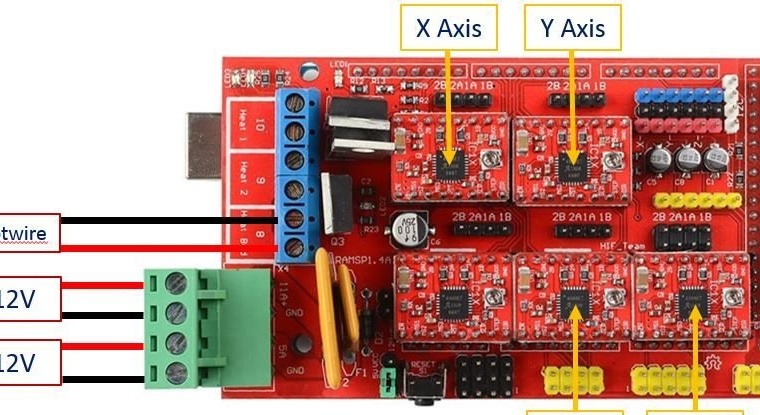
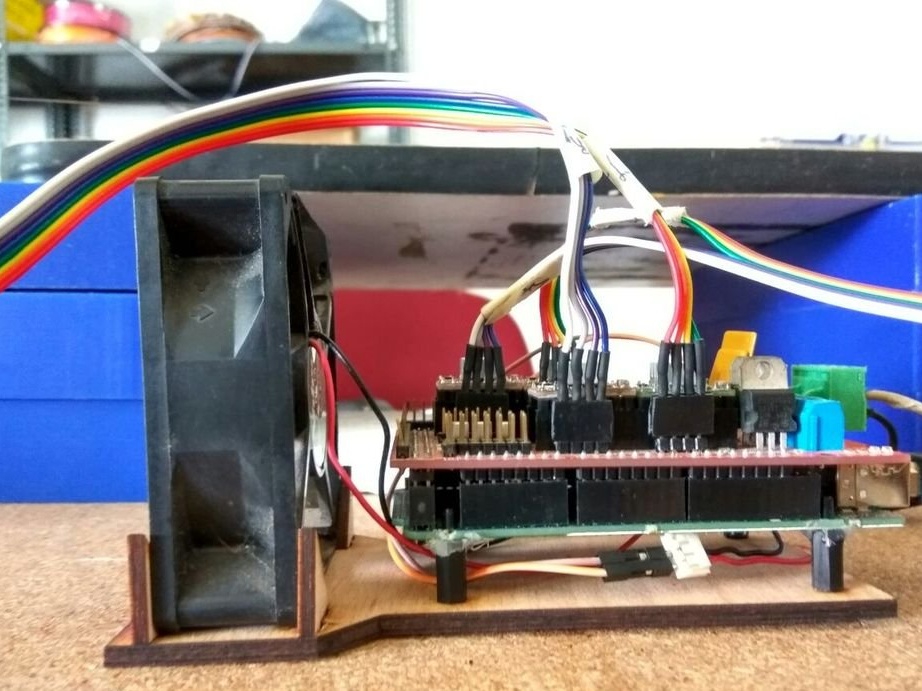
Sve ožičenje povezano je s Ramps pločom koja je CNC ekran za Arduino Mega2560. Ramp može podržati do 5 koračnih pokretača motora kao što je A4988. Majstor koristi Nema 17 motora.
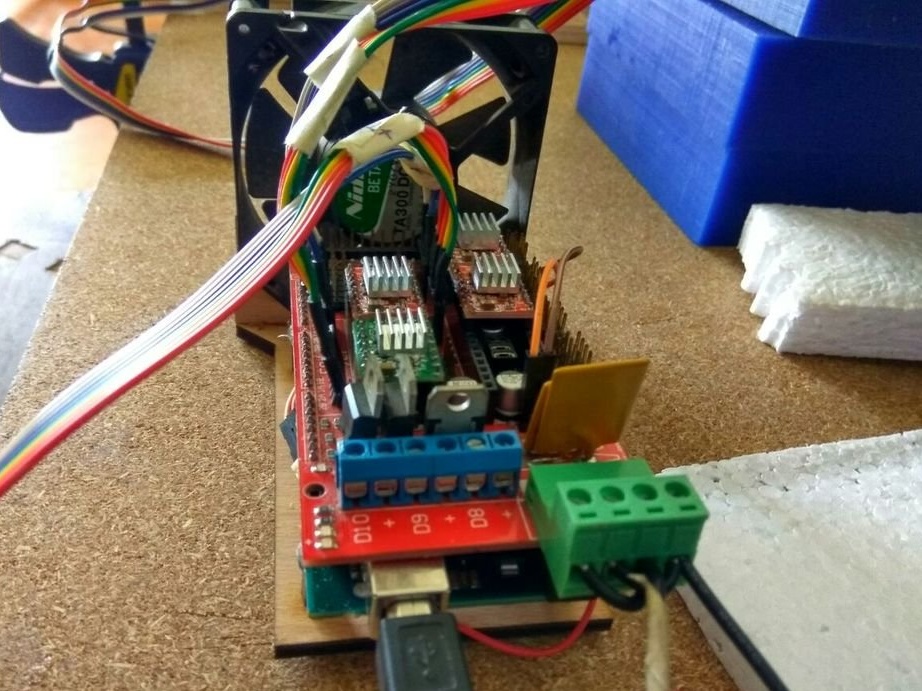
Prije instaliranja na Ramps ploču, provjerite je li čip A4988 pravilno orijentiran. Svaki stepper motor može izvući do 2 A, pokretači koračnih motora opremljeni su radijatorima za raspodjelu topline. Ploča također ima MOSFET 11A za kontrolu temperature žice spojene na pin D8. Sve komponente ploče su grijane, pazite da se osigura pravilno hlađenje.
Kad je sustav uključen, koračni motori nastavljaju sa strujom da bi zadržali zadržani položaj. Dijelovi poput Stepper i MOSFET upravljačkih programa mogu postati vrlo vrući tijekom rada. Ne koristite Rampe bez aktivnog hlađenja.
Glavni laser je izrezao bazu za Arduino i Ramps i spojio 12V ventilator kako bi osigurao aktivno hlađenje ploče.
Četvrti korak: Postavljanje
Prije početka rada svaki CNC mora biti pravilno konfiguriran. Budući da se koračni motori koriste u sustavu s otvorenom petljom (bez povratnih informacija), morate znati koliko će kolica prijeći sa svakim okretajem koračnog motora. To ovisi o broju koraka po okretaju motora, visini vretena i razini mikro prijelaza koji se koristi.
steps_per_mm = (motor_steps_per_rev * driver_microstep) / thread_pitchKoristi se stepper motor s nagibom od 200 okr / min. pokreće vozač A4988 na mikro koraku 1/16, s glavnim vijkom u koracima od 2 mm.
Steps_per_mm = (200 * 16) / 2 = 1600Vijak koji je glavni majstor upotrijebio bio je dvostrani, tako da će vrijednost biti polovica od gornje, tj. "800". Ako je vijak četverostupanjski, tada će vrijednost biti četvrtina gornjeg.
Nakon treptanja Mega 2560 s datotekom Grbl8c2MegaRamps, otvorite monitor serijskog porta i unesite "$$" za pristup Grbl ploči postavki. Da biste promijenili bilo koju vrijednost, unesite $ number = vrijednost. Na primjer, $ 0 = 100 Nakon postavljanja stroja, provjerite da li stroj pomiče točnu vrijednost kao što je prikazano na kontroleru.
Peti korak: nikrom
Za rezanje pjene potrebna vam je žica izrađena od prikladnog materijala koja može podnijeti zagrijavanje i imat će istu temperaturu po cijeloj dužini.
Nichrome je pogodan materijal. Najbolje je koristiti što tanju žicu kako biste smanjili utore tijekom rezanja i osigurali čiste linije reza. U pravilu, što je žica duža, veća je napetost koja se mora primijeniti i debljina je žica.
Sljedeći je korak pričvršćivanje nichrome žice na stroj. Budući da imamo 4 neovisne osi, ne možemo jednostavno pričvrstiti oba kraja žice za nosače.Žica bi trebala imati neko izduženje, bilo pomoću opruge ili pomoću utega pričvršćenog na krajeve.
Konstantna napetost može se primijeniti na žicu pomoću opruge s konstantnom silom ili viseće težine na kraju. Jeftin način da se opruga dobije stalnom silom je upotreba Zavojnice lične karte.

Korak šest: Izrada softvera i G-kodova
Grbl Hotwire kontroler
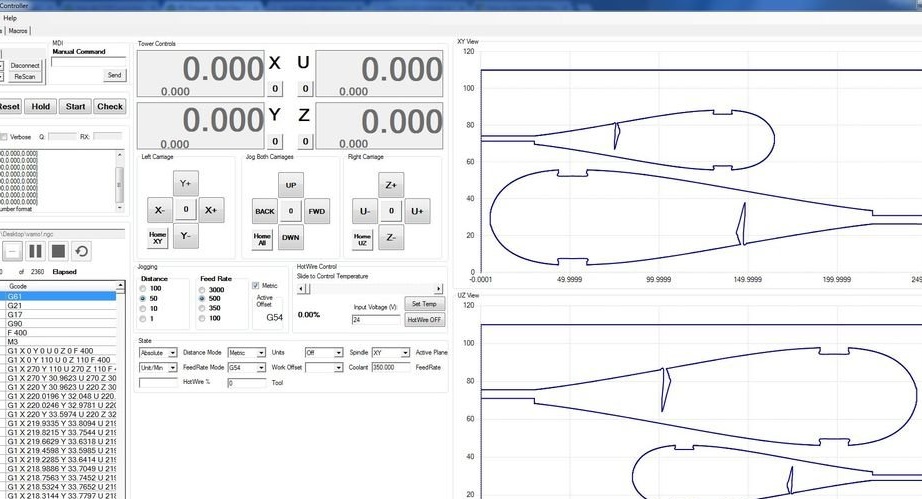
Čarobnjak koristi Grbl upravljačku ploču, koju je razvio Garret Visser, a koju je Daniel Rassio izrezao Hotwire. Ploča ima neovisnu kontrolu načina rada za sve osi. Tu je i alat za vizualizaciju, grafikon "Gcode" i mogućnost spremanja vlastitih makronaredbi. Temperatura vruće žice može se kontrolirati pomoću M3 / M5 za uključivanje / isključivanje i S naredbom "xxx" za podešavanje izlaznog napona, bilo ručno ili pomoću pomične trake u softveru. Vruća žica treba biti povezana s izlazom "D8" i napajati ga napajanjem spojenim na ulaz "11A" na linijama.
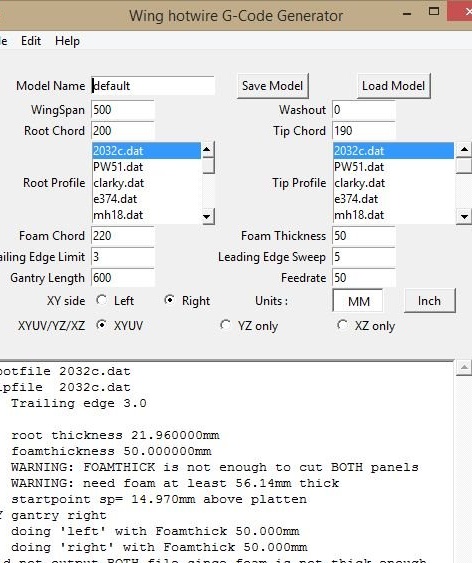
Generator krila g-koda
Generator krila g-koda je program za generiranje XYUV GY koda za vruće rezanje krila modela aviona. Radi na Python 2.7 i može se integrirati s LinuxCNC Axis sučeljem. Postoji i internetska inačica. To vam omogućuje unos različitih parametara krila. Postoji baza aerodinamičkih profila u .dat formatu. Novi se profili mogu uvesti na isti način.
Ovaj je softver jednostavan za korištenje i podržava nalaganje krila na isti komad pjene kako bi se uštedio materijal. Izlazni G-kod može se poslati uređaju preko Grbl kontrolera.
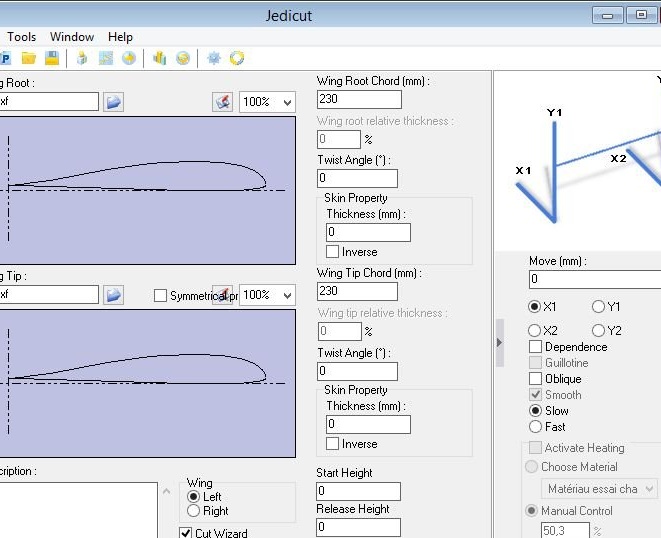
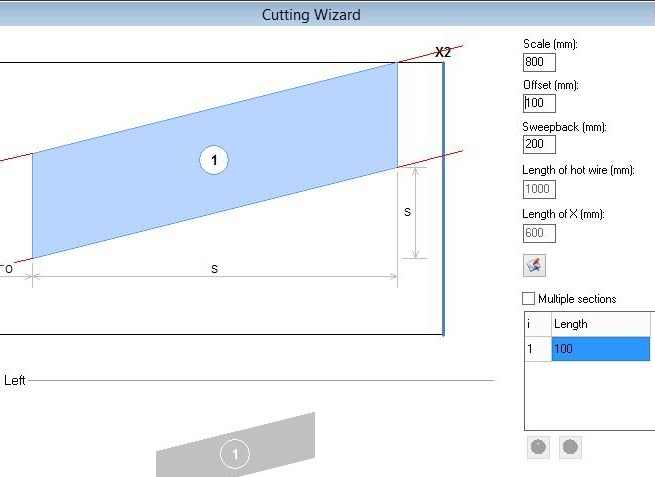
2.4 Jedicut
Jedicut - Ovo je cool program koji može obavljati i CAD / CAM i obavljati funkcije upravljačkog stroja. Tu je i dodatak za generiranje G-koda. Ovo nije najlakši program za konfiguriranje. Neke mogućnosti i poruke o pogrešci nalaze se na francuskom, ali ako s njim radite neko vrijeme, možete učiniti da on funkcionira.
G-code Wing generira G-kodove u apsolutnom načinu rada, koji se pokreće na Grbl-u bez ikakvih problema, ali Jedicut generira G-kod u inkrementalnom načinu rada. Majstor je imao poteškoća pri prvom startu, kada se automobil jednostavno kretao naprijed-nazad. Ako se to dogodi, uredite G-kod kako biste uklonili nepotrebne retke iz zaglavlja.
I Wing G kod i Jedicut generiraju G kod s nekim nepodržanim Grbl kodovima u zaglavlju. Kada se pojave takve pogreške, kontroler će se prikazati na monitoru. Uredite G kod i izbrišite nepotrebne retke koda.
Uključeni su radni G-kodovi s oba programa i pomoću njih provjerite kontroler.
Jedicut.rar
winggcode.rar
Sedmi korak: postavljanje brzine i temperature dodavanja
Za razliku od uobičajenog glodanja, žica se reže topljenjem pjene. Kad žica ostane neko vrijeme u jednom položaju, okolni se materijal i dalje topi. To povećava utor reza i uzrokuje netočnosti u veličini. Postoje dvije varijable koje utječu na širinu reza.
Smanjenje brzine uvlačenja.
Temperatura žica.
Brzina punjenja rezanja je brzina kojom žica probija materijal, po mogućnosti u mm / min. Što je veća brzina, manji je utor, ali viša je potrebna temperatura, kao i napetost u žici bi trebala biti dovoljna. Dobre startne brzine su od 350 do 500 mm / min.
Temperatura žice trebala bi biti nešto viša od temperature taljenja pjene. Temperatura se kontrolira strujom koja teče kroz žicu.
Postoji softver koji omogućava PWM kontrolu žice kako bi ga grijali u pravim trenucima kako bi optimizirali brzinu doziranja rezanja. Temperatura žice određuje se kvadratom trenutnog vremena otpora.
Postoji posebna kalkulatorgdje možete izvršiti sve potrebne proračune.
Korak osmi: Rad stroja
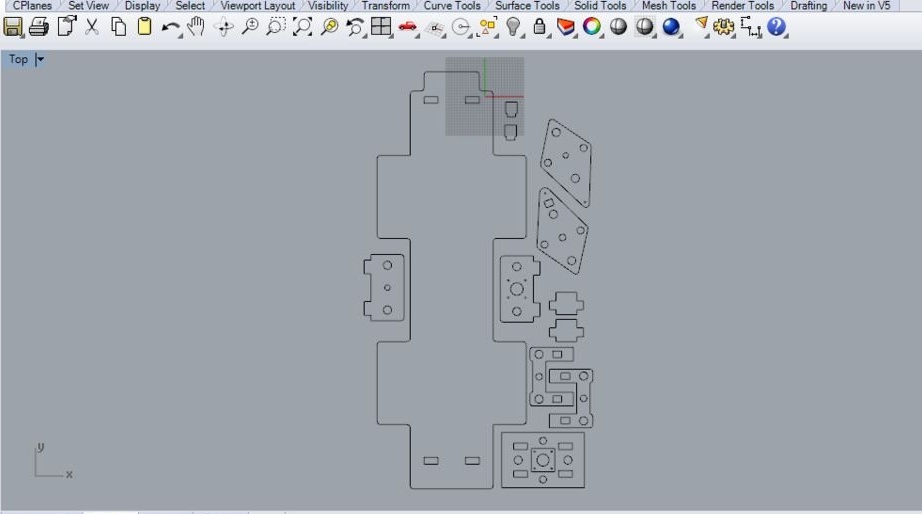
Proces započinje dizajnom koji se izvozi u obliku DXF datoteke. Ta se datoteka tada uvozi u CAM softver i proizvodi kao G-kod. Stroj je uključen i kalibriran. Materijal se postavlja na radnu ploču i postavlja se početni položaj. Pokrenite datoteku G-koda i pogledajte kako uređaj sve radi za vas.
Prema riječima majstora, stroj je jednostavan za proizvodnju i olakšava rad modela zrakoplova.




U videozapisu u nastavku možete vidjeti primjer stroja.