
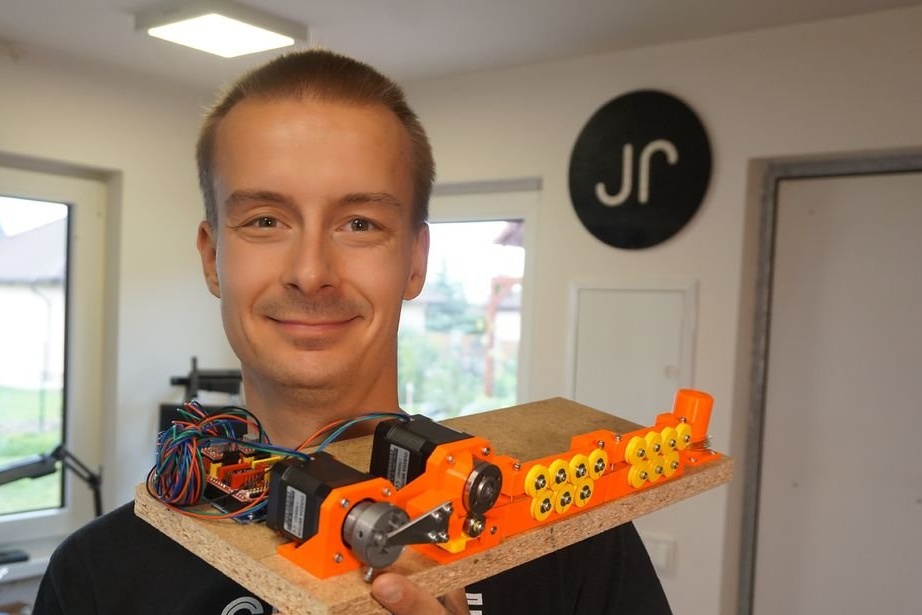
Majstor je izumio i proizveo zanimljiv uređaj, ovo je aparat za savijanje žica bilo kojeg oblika. Izrada opruga jedna je od njenih karakteristika. Ovaj stroj može saviti žice 0,8 / 0,9 / 1 mm u bilo koji 2D oblik.
Glavni cilj proizvodnje ovog stroja bio je automatizirati postupak savijanja. Ostali domaći strojevi nisu baš precizni, a njihovi zavoji imaju prilično velik polumjer.
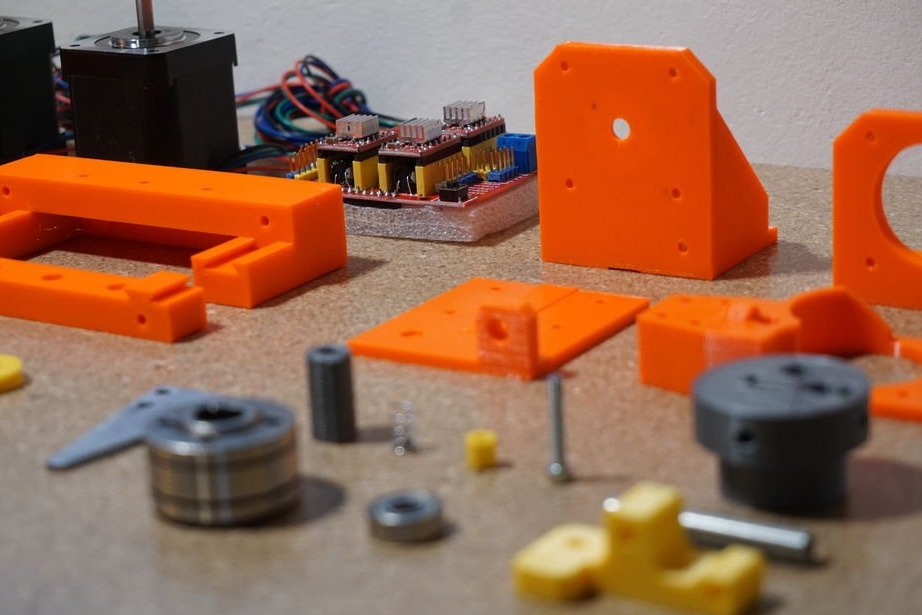
Drugi zadatak bio je učiniti ga što jednostavnijim korištenjem uobičajeno dostupnih dijelova i komponenata. Neki dijelovi stroja ispisani su na 3D pisaču, a metalni dijelovi mogu se kupiti u trgovini.
Čemu služi majstor za takav stroj? Zanima ga izrada LED figura, pahuljica, zvijezda, cvijeća itd. U njihovoj proizvodnji potrebni su identični dijelovi od žice, a ovaj će stroj olakšati njihovu izradu.
Pogledajmo kratki video s primjerom uređaja.
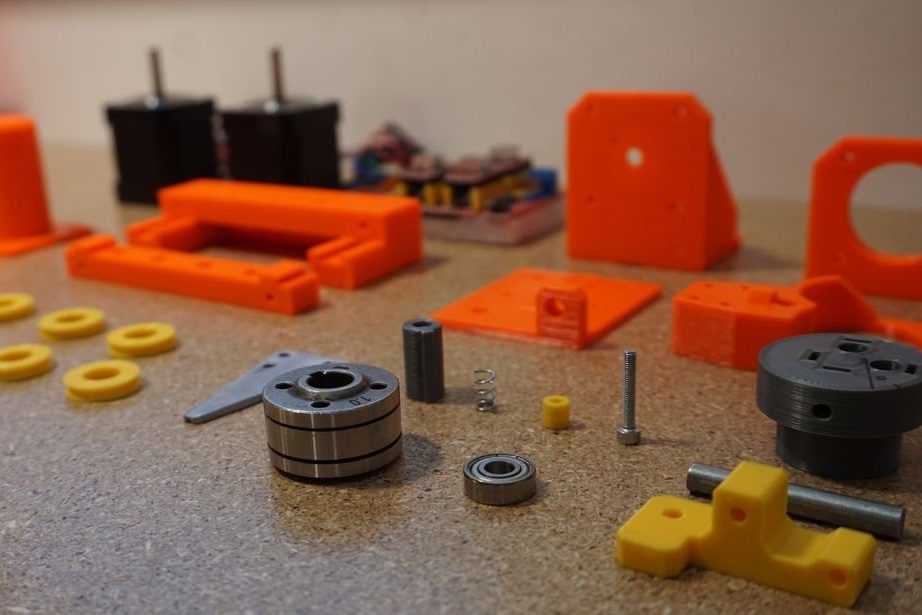
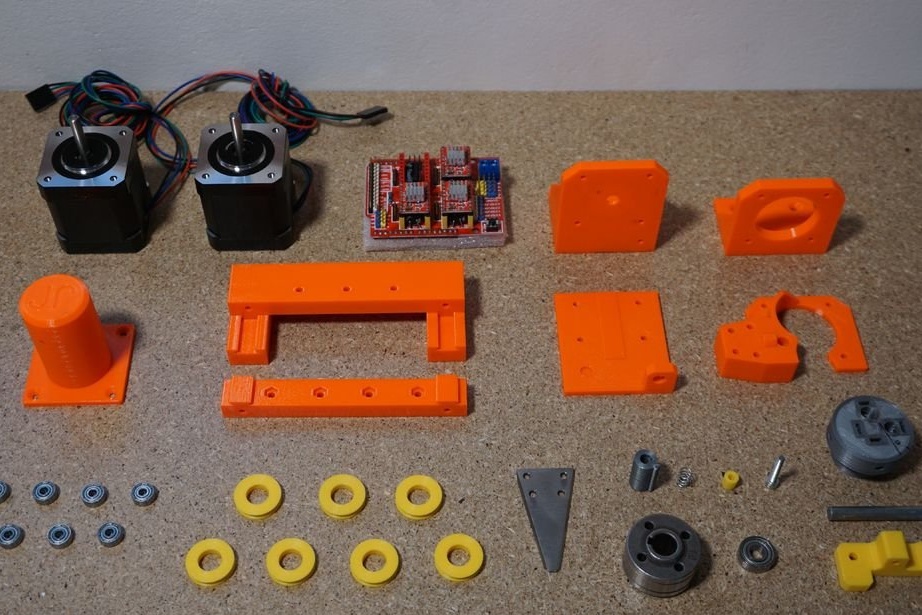
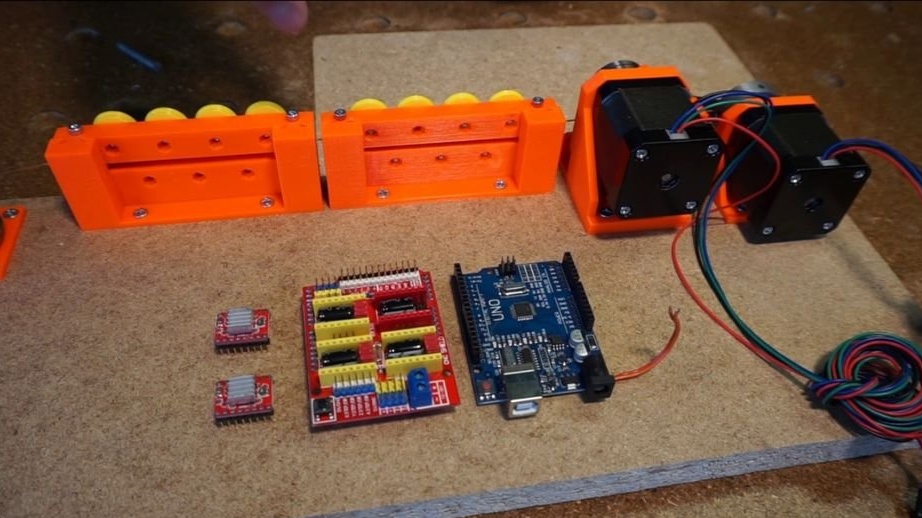
Dakle, za izradu takvog stroja majstor je koristio sljedeće
Alati i materijali:
-3D detalji (datoteke za ispis mogu se preuzeti ovdje);
-Krepezh;
-Težak UNO;
-Ekspanzijska ploča za Arduino UNO;
-Step vozač A4988 -2 kom;
-Step motor NEMA17 -2 kom;
Napajanje -12V 3A;
- mehanizam za napajanje žica;
-Sečna opruga 4x6 mm;
- ležaj 3x10x4 mm;
-Prenosi 6x15x4 mm;
-6 mm čelična šipka;
- Čelični lim debljine 2 mm;
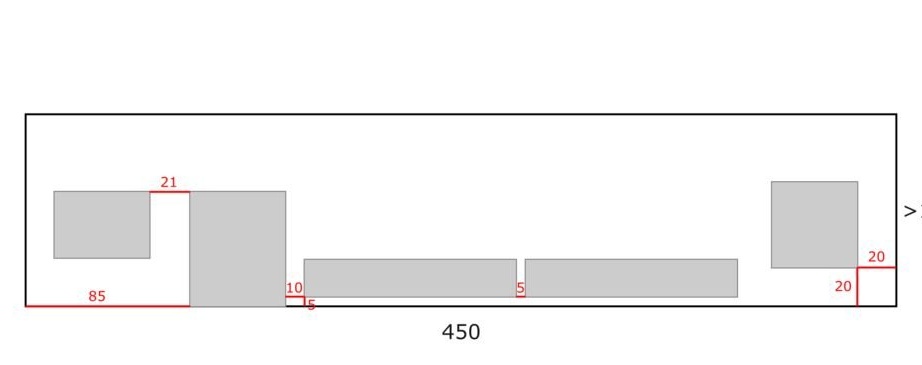
-Drvena ploča za bazu 450x100 mm;
- odvijač;
gon;
Prvi korak: kako to funkcionira
Pogledajmo kako stroj radi (s desna na lijevo).
Držač kalema - drži žicu žice za obradu stroja.
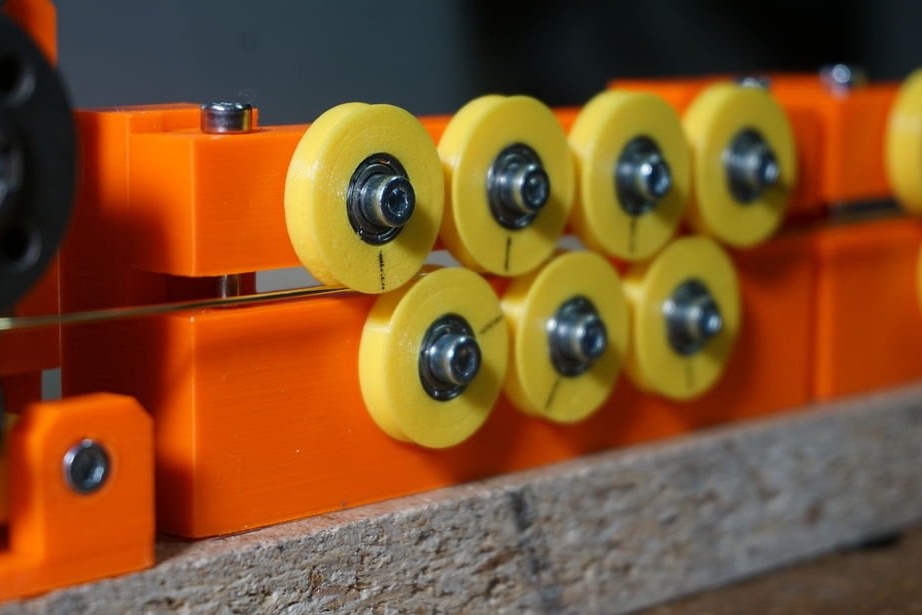
Ispravljač - skup od 7 valjaka kako bi žica bila što ravnomjernija. Rad s ravnom žicom je presudan. Zato su dva ispravljača.
Broach - sličan mehanizam možete pronaći i u vašem 3D pisaču. Skup zupčanika povlači žicu s koluta kroz valjke i gura je prema glavi za savijanje. Mehanizam napajanja mora imati dovoljan tlak žice da ne bi iskliznuo. Više o tome kasnije.
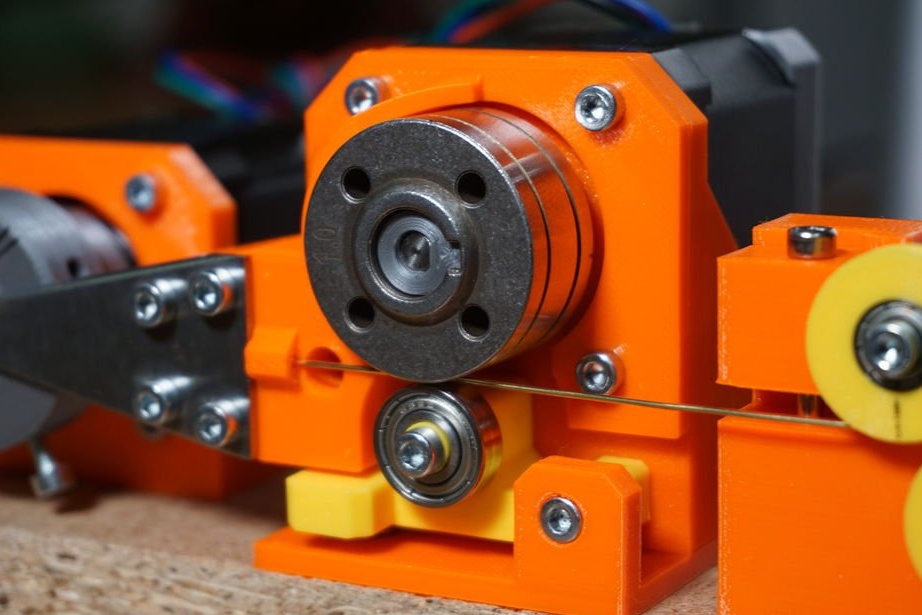
Stroj za savijanje - savija žicu u programirani oblik.
Sve to kontrolira jedan Arduino UN s CNC štitom.Naredba se Arduinu šalje s računala i prevodi ih u naredbe za koračne motore.

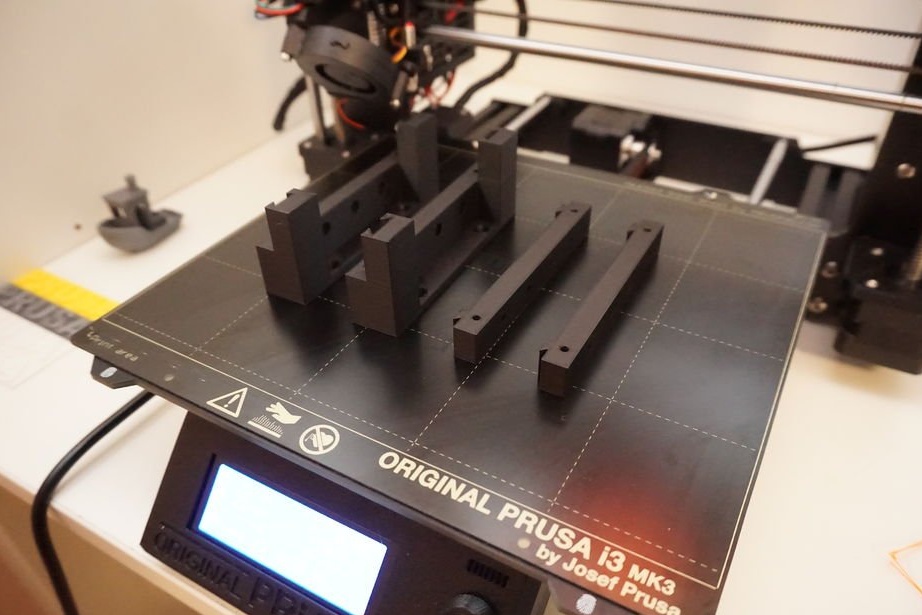
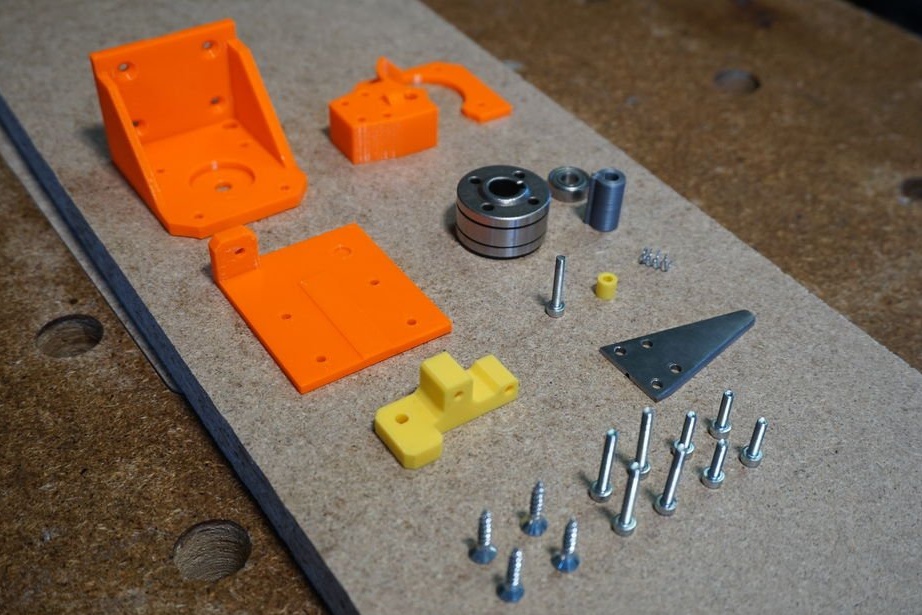
Drugi korak: ispis dijelova
Morate ispisati sljedeće detalje i u sljedećoj količini (da ne bi bilo zabune, izvorni tekst):
terevenka
Glava alata
Okvir motora
pritoka
Okvir motora
Donji okvir
Vodič za žice
Nosač zupčanika u praznom hodu
Distančni zupčanik u praznom hodu
Distančni zupčanik za hranjenje
Ploča za savijanje (predložak)
Ispravni valjci (2x)
Okvir kreveta (2x)
Okvir gornjih zupčanika (2x)
Valjk (14x)
Držač kalema
Visina sloja pri ispisu 0,15 mm. 40% punjenja. Ispis traje 2 dana.

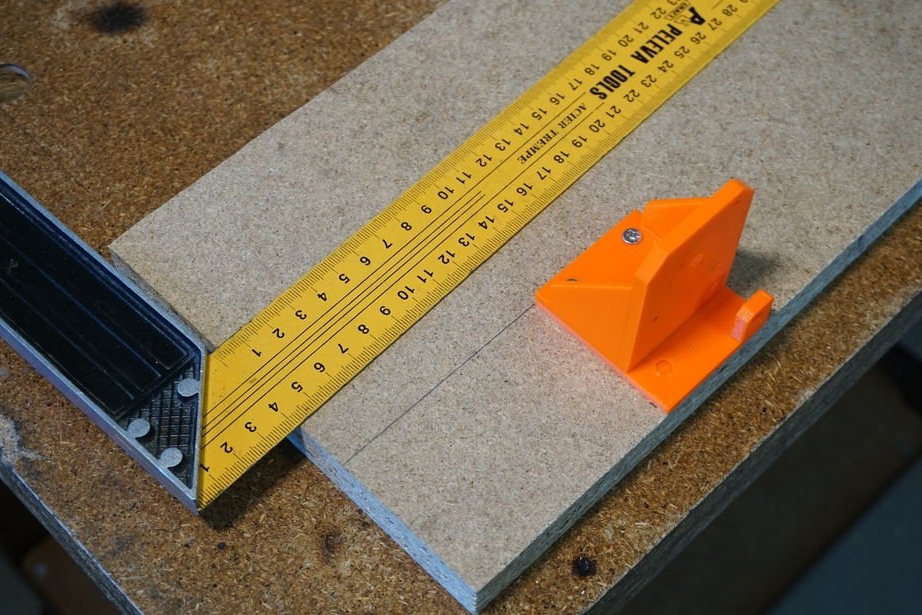
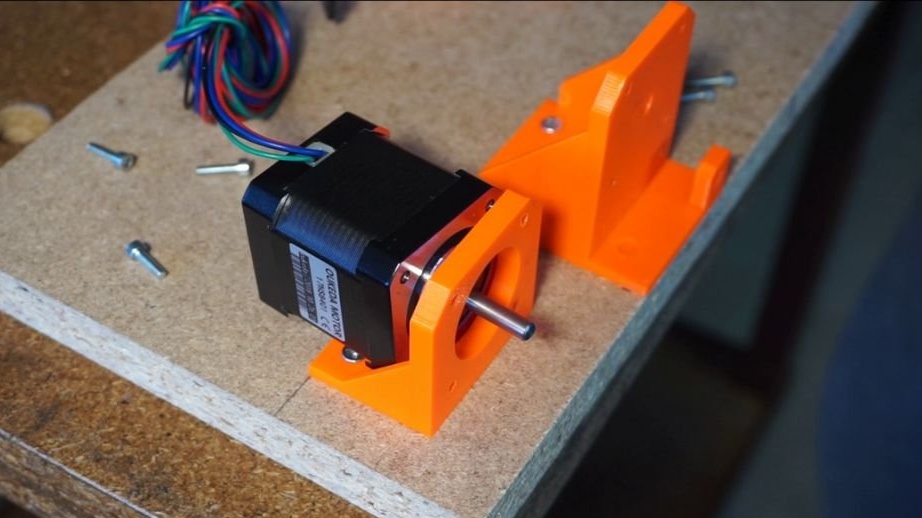
Treći korak: stroj za savijanje
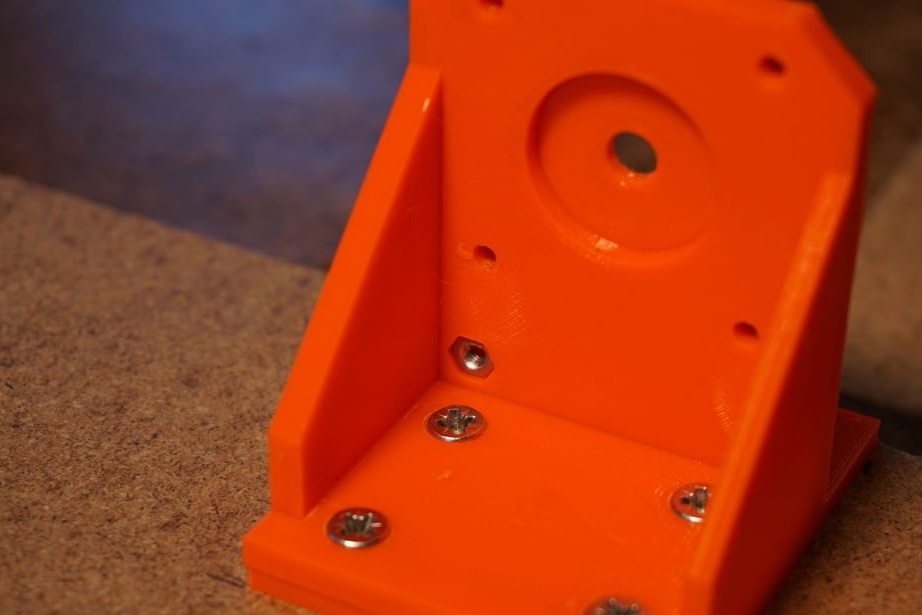
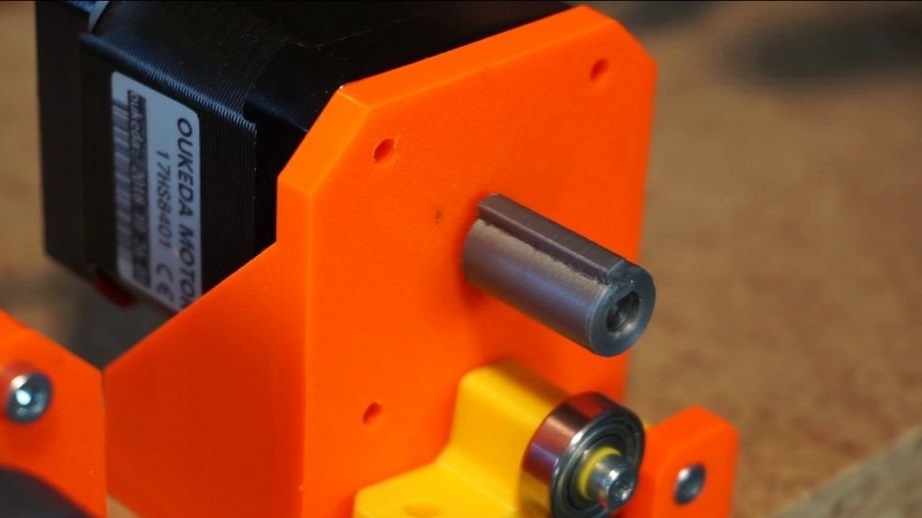
Glavni vijak pričvrsti dva okvira za bazu. Važno je instalirati oba okvira kao što je prikazano na crtežu.
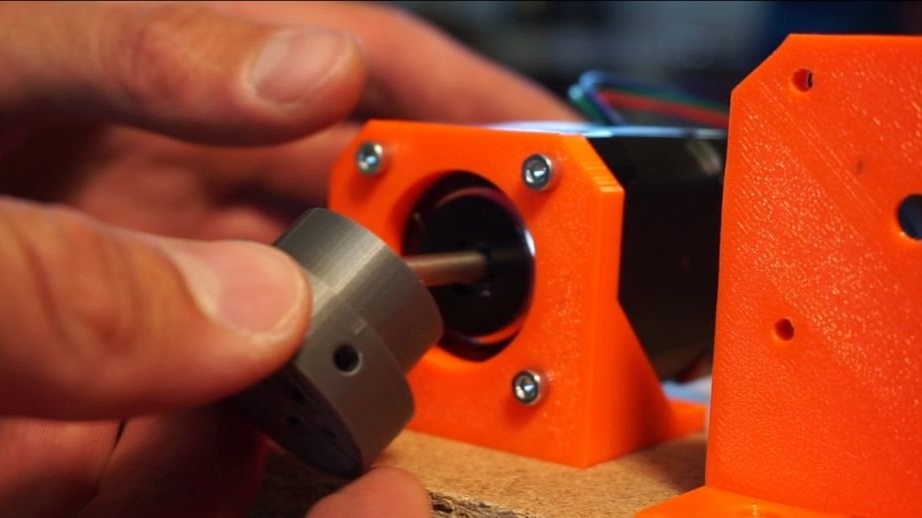
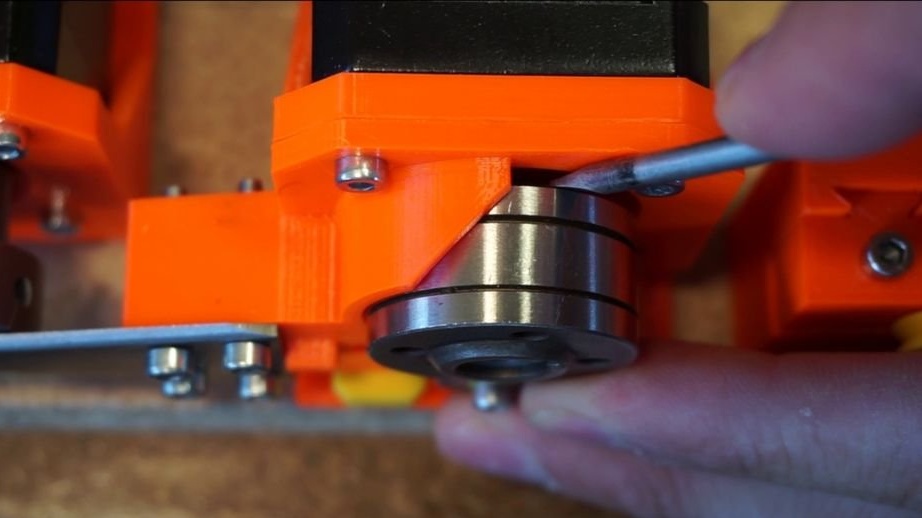
Pričvršćuje stepper motor na okvir. Pričvršćuje glavu na osovini motora.


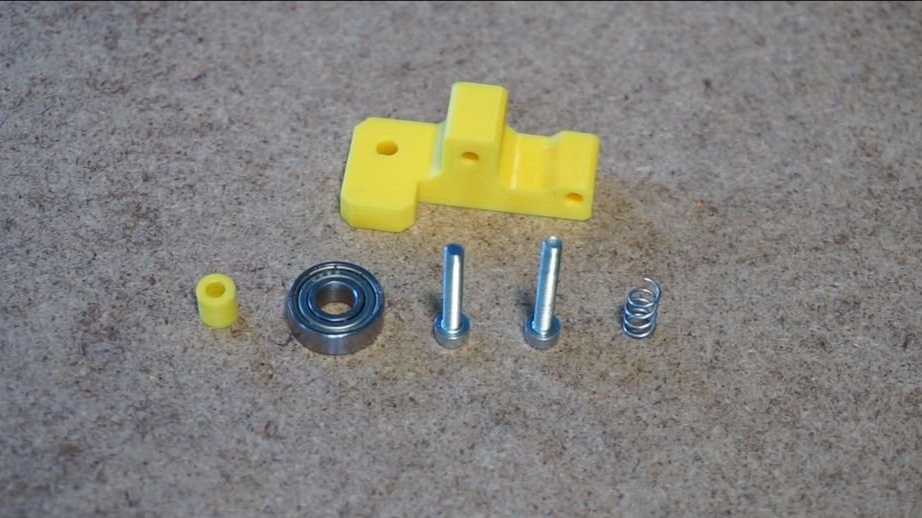
Četvrti korak
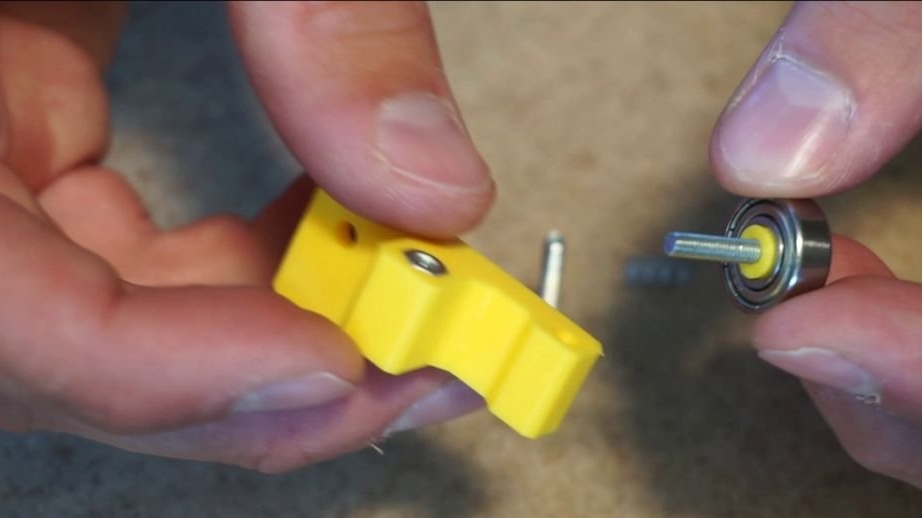
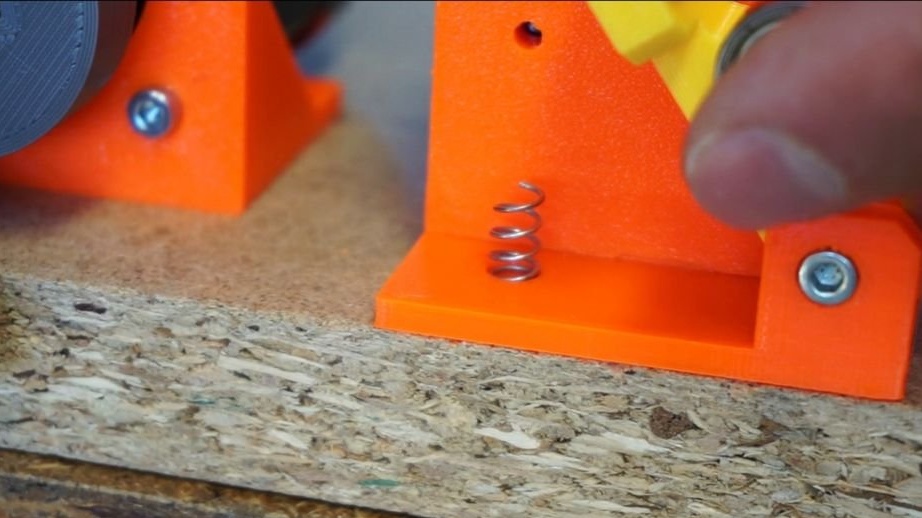
Okvir je već instaliran, tako da je prvi korak u stvaranju mehanizma za punjenje izgraditi nosač za međuprostor, koji će pritisnuti žicu na mehanizam za dovod. Uklonite plastičnu brtvu unutar ležaja 6x15x4 mm. Ugradite ležaj na vijak M3x20. Ugradite maticu M3 u nosač i pričvrstite ležaj na vijak. Osigurajte da se ležaj slobodno rotira. Umetnite drugu maticu M3 u okvir motora (strana motora u donji lijevi kut) i provijte nosač kroz mali držač pomoću vijka M3x20. Vijak ne pretegnite, nosač se mora slobodno kretati. Podignite nosač i umetnite oprugu u otvor ispod nje.
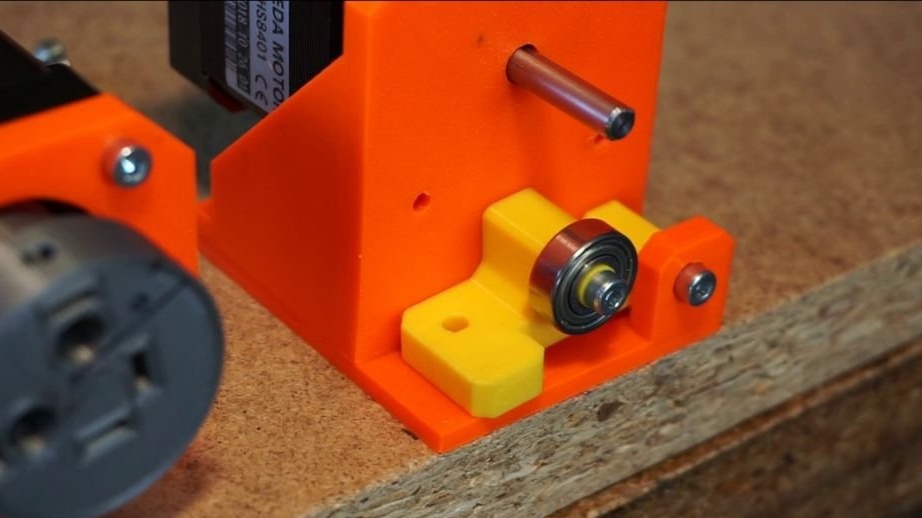
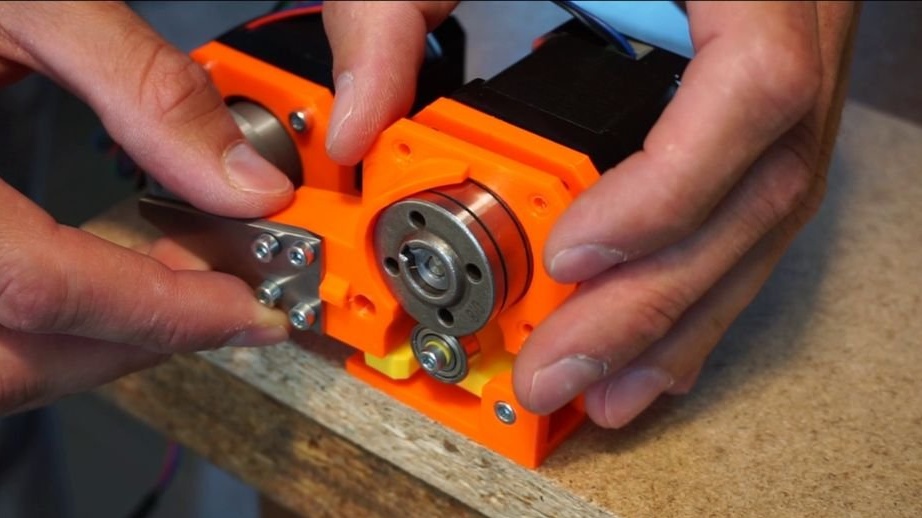
Uzmite drugi stepenički motor i instalirajte ga u okvir motora. Ne vijte još. Pritisnite razmak mehanizma za punjenje do vratila motora i instalirajte mehanizam za punjenje.
Mehanizam dovoda koji majstor koristi preuzet je iz MIG aparata za zavarivanje. Mehanizam ima dva utora na zavojnicu. Jedan za žicu 0,8 mm i jedan za žicu od 1 mm. Za razliku od zupčanika (prethodno je majstor pokušao nahraniti žicu s njima), ovaj mehanizam ne ostavlja tragove na žici.
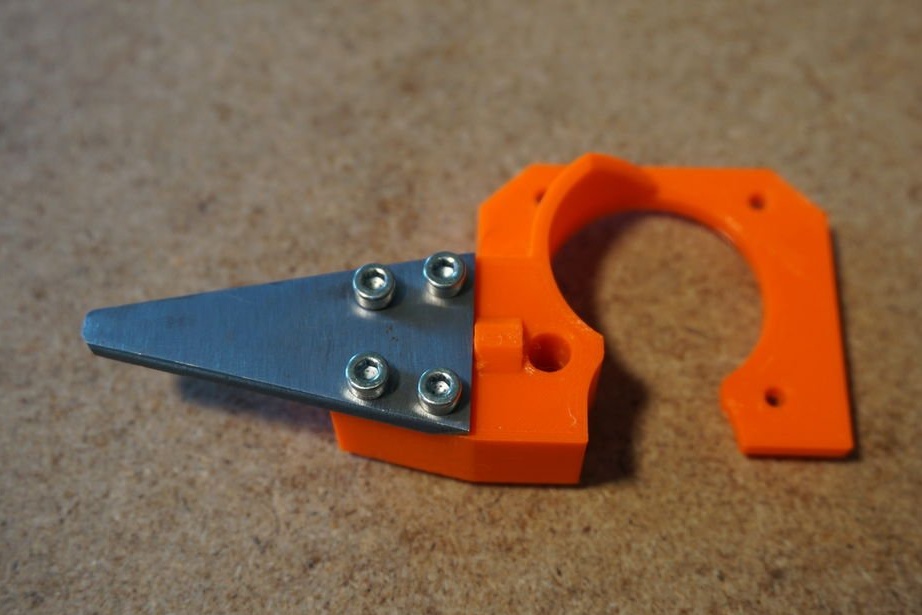
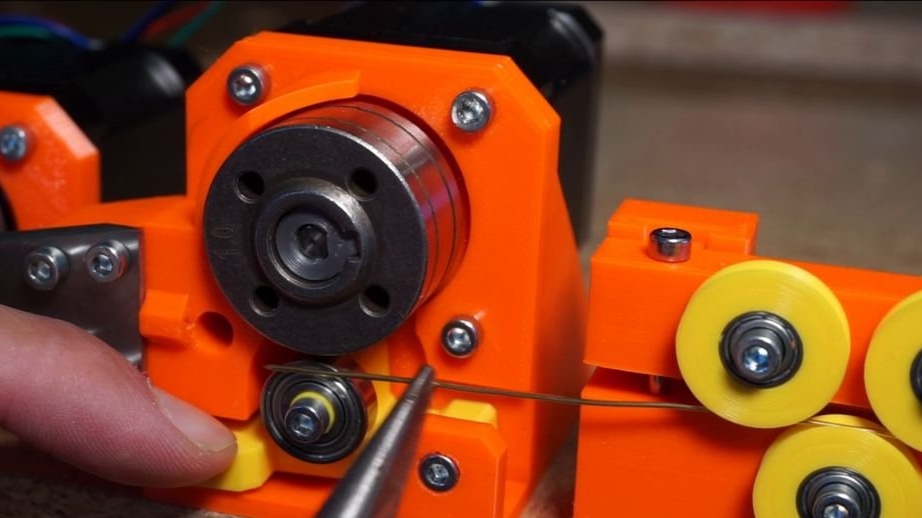
Ulagač i uređaj za savijanje povezani su pločom za savijanje - metalnom pločom debljine 2 mm s malim utorom na stražnjoj stijenci, koja žicu dovodi izravno u središte glave za savijanje radi savršenog savijanja. Za ispis postoji plastična ploča za savijanje koja izvrsno funkcionira, ali se brzo istroši i zahtijeva česte zamjene. Možete ga koristiti ili možete napraviti metalnu ploču na njemu.
Zatim uzmite plastični dio vodilice i ugradite četiri matice M3 u rupe na stražnjoj strani. Sada vijcima za savijanje pričvrstite vijke M3x20. Stavite vodilicu žice ispred okvira motora mehanizma za dovod i pričvrstite je na motor s četiri M3x12 vijka. Podesite položaj ploče za savijanje. Treba biti točno u sredini glave za savijanje.
Pruža je spremna. Ako imate ravnu žicu, možete je odmah koristiti. Inače vam treba ispravljač.




Peti korak: Pogrijte
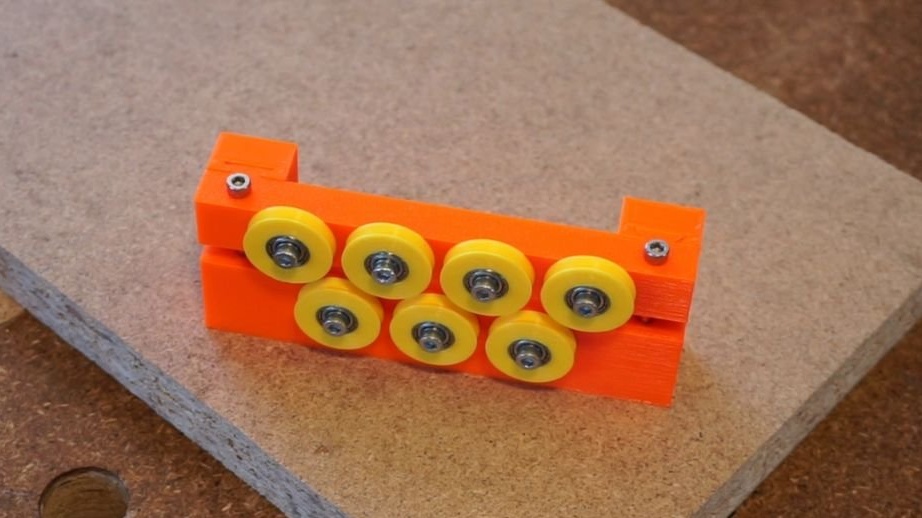
Žica se obično isporučuje u obliku zavojnice. Da biste savili žicu, prvo je morate ispraviti. Ispravljač se sastoji od 7 valjaka (4 na vrhu i 3 na dnu) koji se mogu pritisnuti jedni protiv drugih kako bi se osigurala ispravna napetost žice. Također sprječava uvijanje žice tijekom savijanja.
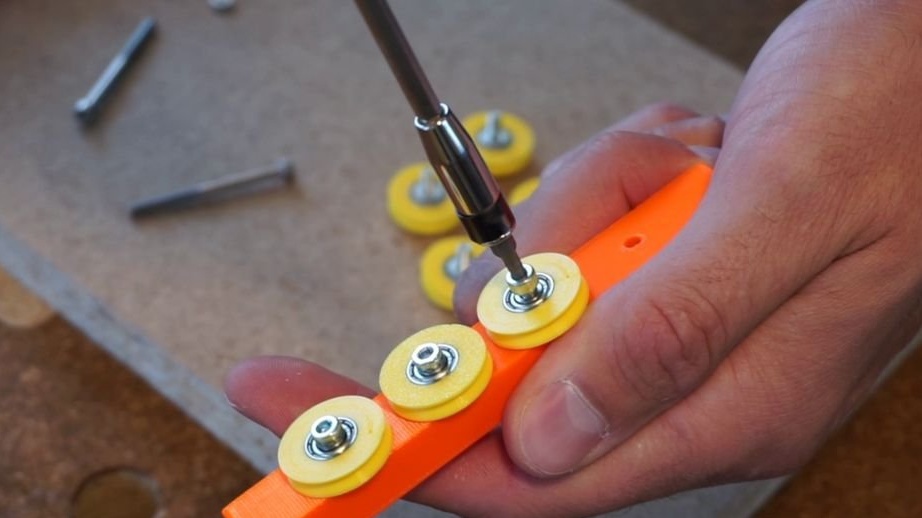
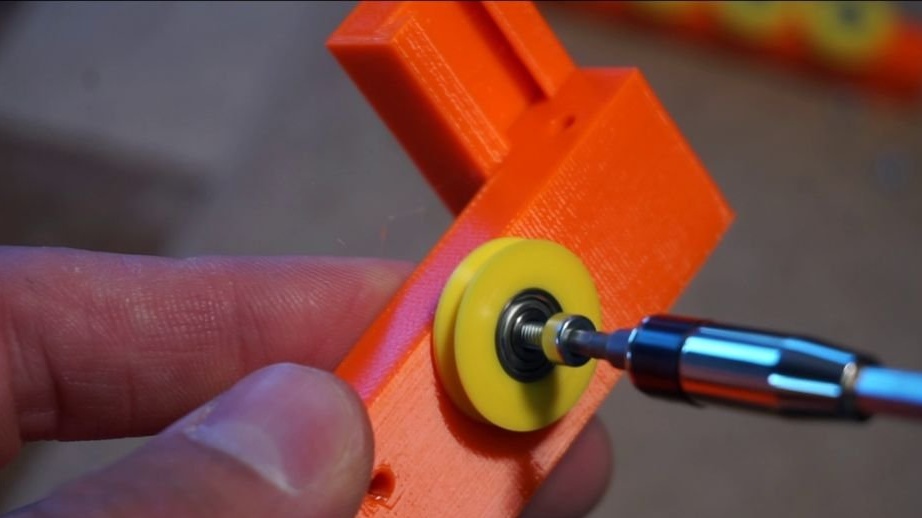
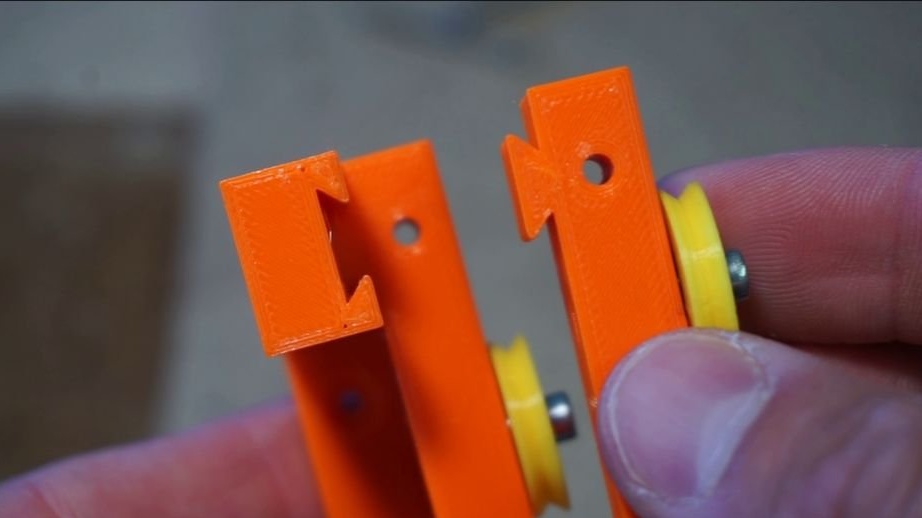
Započnite montažu s kotačima s valjcima. Najprije morate pritisnuti ležaj 3x10x4 mm u plastično kućište valjka. Umetnite vijak M3x12 s jedne strane i M3 podlošku s druge strane valjka. Podloška će spriječiti trenje kotača na okviru. Privijte sve valjke na donji i gornji okvir. Spojite oba okvira. Okvir učvrstite s dva vijka M3x40.
Možete uštedjeti nešto novca na valjkastim ležajevima. Ispišite dio Straightener_RollerNoBearing umjesto Straightener_Roller. No, izvedba će biti malo lošija.
Za još bolje rezultate, koristite 2 ispravljača zaredom.



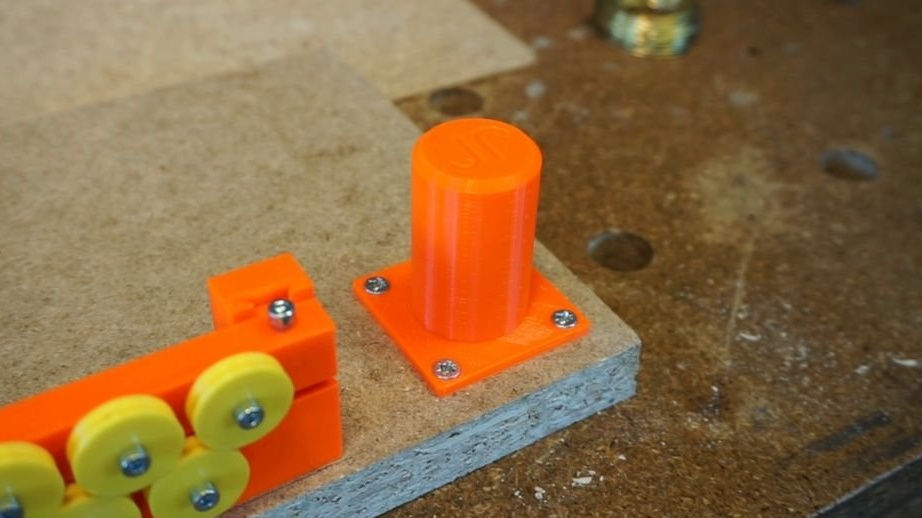
Korak šesti: Držač svitka
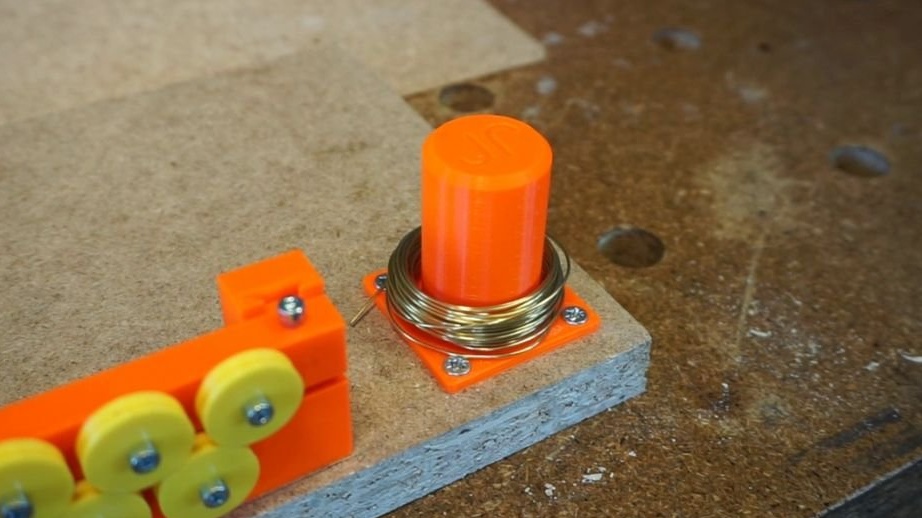
Držač kalema jednostavan je cilindar koji drži žicu i omogućava mu da se odmota od kalema. Pričvrstite ga na podlogu pomoću četiri vijka 3x16.
Korak sedmi: povežite se
Prvo, žica za savijanje mora biti dovedena u stroj. Majstor koristi mesinganu žicu od 0,8-1 mm u obliku zavojnice.
Žica ide od zavojnice kroz valjke. Samo zalijepite žicu između valjaka. Zatim prolazi kroz obalu.Podesite položaj dovodnog mehanizma tako da se oluk podudara sa površinom vodilice. Pritisnite polugu u srednjem stupnju prijenosa i gurnite žicu kroz dovodnik do ploče za savijanje. Otpustite ručicu i pustite je da se pritisne uz mehanizam za dovod. Sada možete ručno pomicati mehanizam za punjenje kako biste žicu gurnuli do glave za savijanje. Pažljivo podesite napetost na valjcima zatezanjem vijaka. Valjci se ne smiju slobodno okretati, već se žica treba nesmetano kretati.
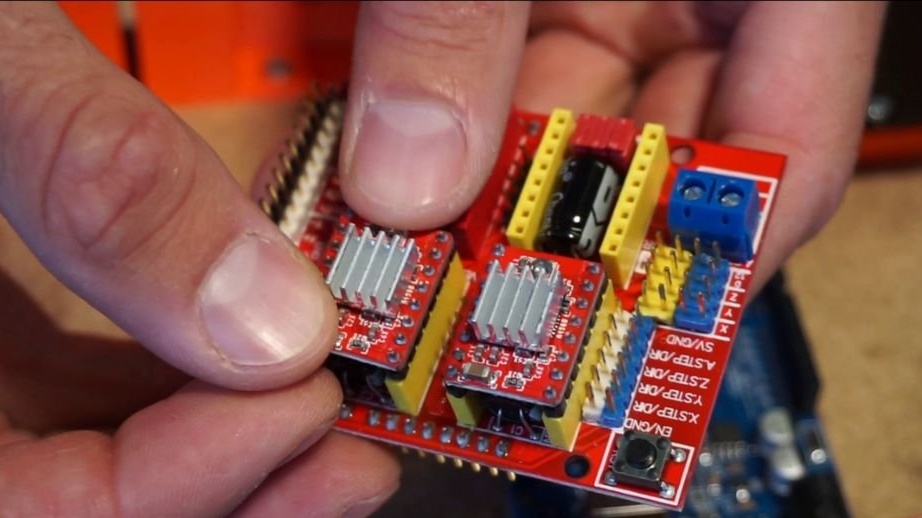
Drugo, elektronika Također mora biti spojen regulator. Majstor koristi klasični Arduino UNO s CNC-om i dva vozača koračnih motora A4988. Dovodni motor spojen je s osi Z, a motor glave za savijanje je povezan s osi X. Pogonci su konfigurirani za najveću moguću točnost - umetnuta su sva 3 skakača ispod pokretača koraka. Sve bi trebalo biti povezano na 12V 3A napajanje.
Osmi korak: firmver
Sada možete pokušati pokrenuti stroj. Majstor koristi GRBL zajedno sa cncjs, Dizajnirani su za rad na glodalici, ali izvrsno djeluju za bilo koju vrstu CNC-a. GRBL je softver koji morate instalirati u Arduino UNO. Dobar je cncjs web klijent za podešavanje parametara. Instalirajte GRBL na Arduino i cncjs na svoje računalo.
Nakon instalacije, trebate se povezati s strojem i provjeriti njegov rad pritiskom na tipke Z +/- ili X +/-.
Sada je potrebno kalibrirati: 10 mm = Z10 $ 102 = 34 $ 110 = 1600 $ 111 = 600 $ 112 = 1000 $ 120 = 500 $ 121 = 350 $ 122 = 350
Ovo je skup vrijednosti koji određuju kako pretvoriti broj naveden u kodu u pokret motora. Na primjer, ako postavite osovinu Z na 30, to zapravo znači da će kroz dovodnik gurnuti 30 mm žice.
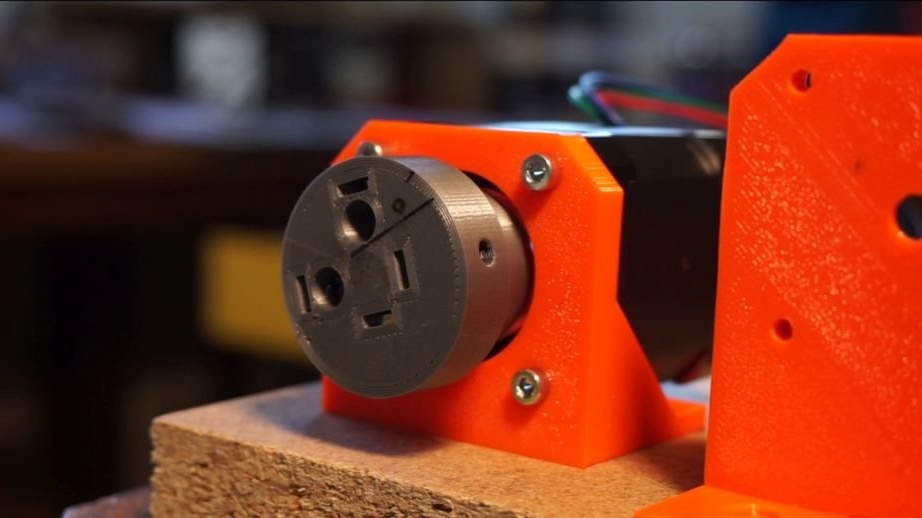
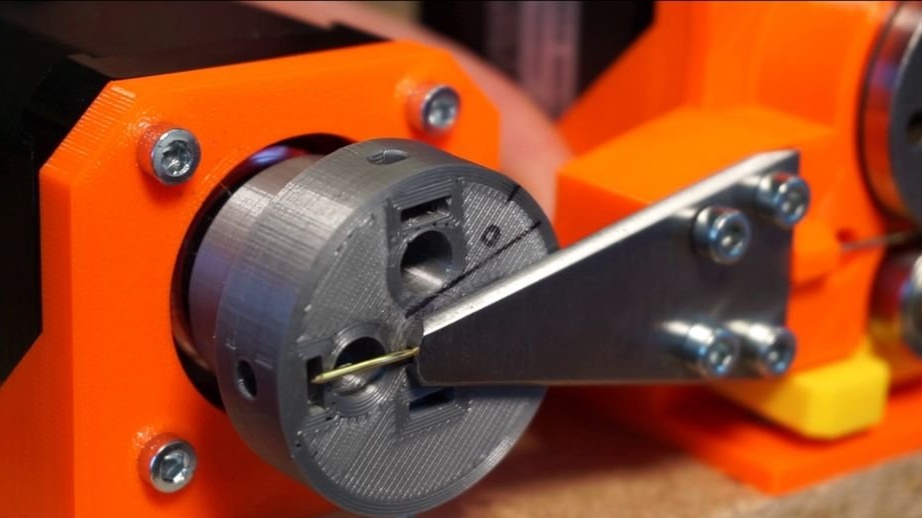
Otkrili smo kalibraciju, sada morate postaviti glavu za savijanje u nulti položaj.
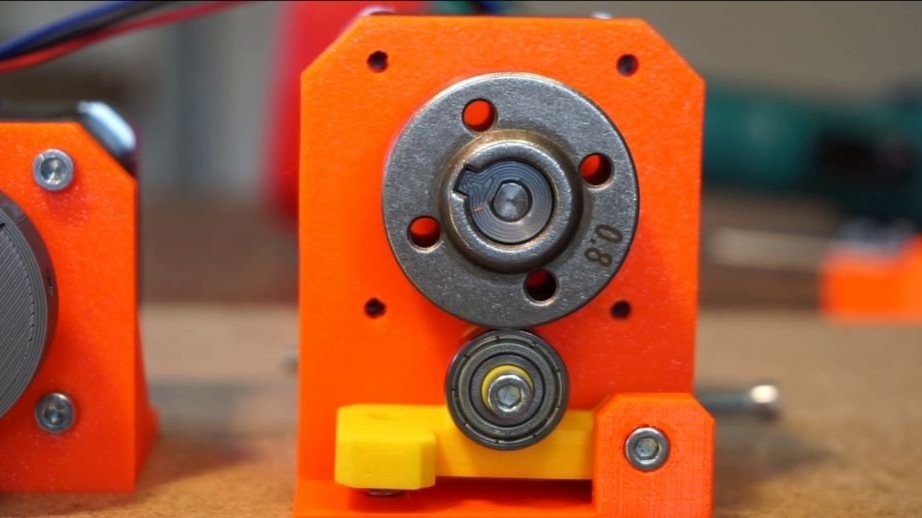
Kretanje glave za savijanje određeno je poznatim fiksnim položajem glave za savijanje. U ovom slučaju to je položaj u kojem je klin za savijanje na glavi okrenut lijevo. Pogledajte fotografiju.
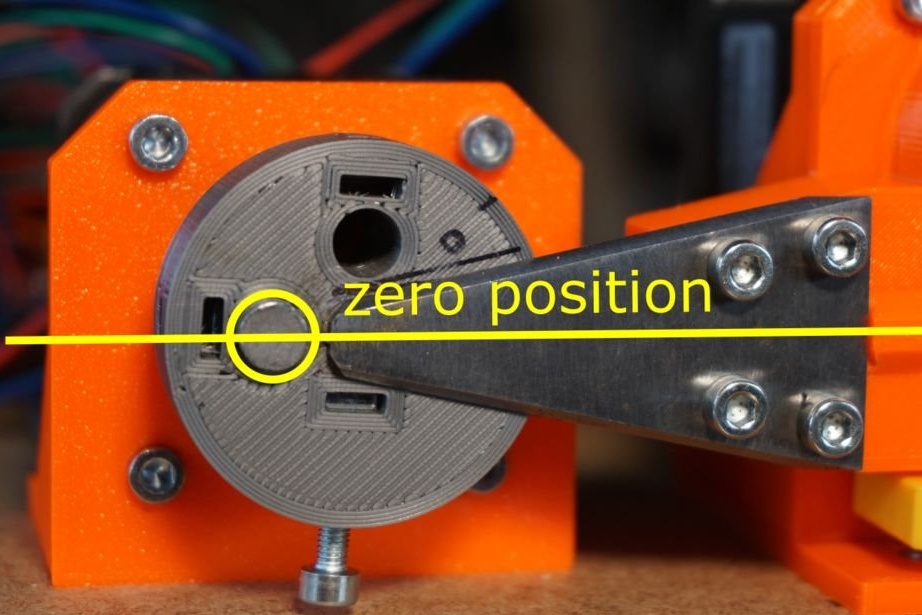
Preporučljivo je zabilježiti ovaj nulti položaj na glavi kako biste ga mogli vratiti u isti položaj. Nema potrebe da mehanizam napajanja utvrđuje nulti položaj, jer se uvijek kreće u odnosu na trenutni položaj.
Pogledajmo sada primjer Gcodea. To izgleda ovako:
G91
G1 Z1
G90
G1 X2
G1 X-6A evo za šta je napisana svaka vrijednost:
G91 - koristiti relativne koordinate (potrebne prije kretanja duž osi Z)
G1 Z1 - napajanje žice 1 mm
G90 - upotrijebite apsolutne koordinate (potrebne prije kretanja duž osi X)
G1 X2 - okrenite glavu za savijanje u položaj 2 (ovaj broj nema jedinice)
G1 X-6 - okrenite glavu za savijanje u položaj -6
Ako ponovite korake 100 puta, dobit ćete proljetni kod zavoja. Više izvornih datoteka možete pronaći u nastavku.
heks-inner.gcode
heks-outer.gcode
spring.gcode
Stroj je spreman. Ali majstor će i dalje raditi na poboljšanju.
Cijeli proces izrade takvog stroja može se vidjeti u videu.